
Before we start, I feel like I should point out that the Formlabs Form 3+ is 4400€ just by itself, making it the most expensive printer I’ve reviewed on the channel. It’s also using the most expensive consumables of any printer I’ve tested so far, and all this can make the Form 3+ seem like it’s a really bad deal compared to simpler printers that literally cost 1/10th as much to buy and run. I’m going to keep making comparisons throughout the review to some of those, but the thing is – the Form 3+ is also the most sophisticated 3D printer I’ve ever used and it absolutely has applications where it’s the right tool to get. And if anything, it’s doing a lot of things right that other manufacturers could learn from. Because the Form 3+ does a lot of things differently than what you’ll be used to, I wanted to take an in-depth look at each of the areas that I found interesting about the machine, starting today with what’s special about how the Formlabs machines create 3D parts and specifically what’s new with this “Plus” version of this Form 3.
As usual: Let’s start with the disclosure:
Formlabs sent me this printer free of charge to test out, I will need to send it back once I’m done, no money changed hands and Formlabs does not get any influence on this review. They did pull a sneaky one on me, though, and quietly sent a Form 3+ before it was released instead of the Form 3 they claimed they had sent.
I mean, I’m happy I can review the most recent hardware, but still, I would appreciate being filled in on these things – especially because the Form 3 and Form 3+ are rather hard to tell apart. The Form 3+ even showed up as a Form 3 in their software.
So what are the differences anyway? Unlike the printer itself, the changes don’t seem to be huge. Build volume stays the same at 145 x 145 x 185mm, the machine size and look stays the same, it is a rather chunky boi for how comparatively small the build area is, and the mechanical construction, software features etc, all seem to be identical. But the + apparently has a new laser unit for exposing the resin, which they claim can speed up some prints by as much as 40%. I couldn’t test this because I don’t have a non-plus unit to compare to, but later on, we’re still going to take a look at print speed overall. That hot new flexible build platform is also something that is still an optional upgrade, even on the Form 3+. By default, it still comes with a classic rigid build plate.

The way the Form 3+ exposes the prints is actually the main difference between it and most of the resin 3D printers that you’ll have seen so far – definitely any that you’ve seen on this channel so far. The MSLA machines that I’ve used like the Prusa SL1S, or any of the Elegoo, Anycubic or Creality machines use a UV LED array and a masking LCD above that to only expose the parts of each layer where your part is going to end up, and turn the LCD black everywhere else. But the Formlabs printers are laser SLA machines where, similar to filament printers, they will actually trace out the contour and infill for each layer of your part.
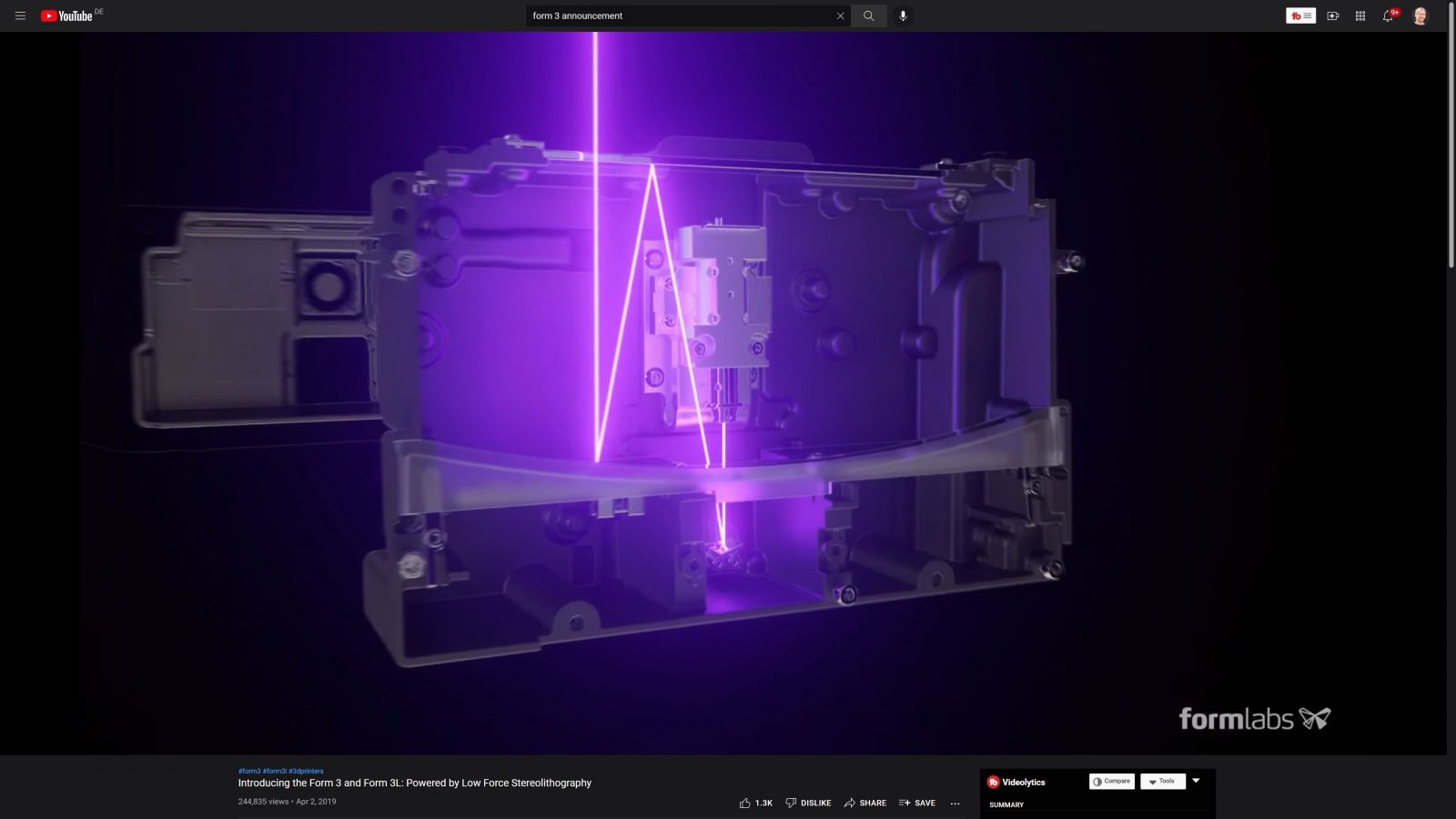
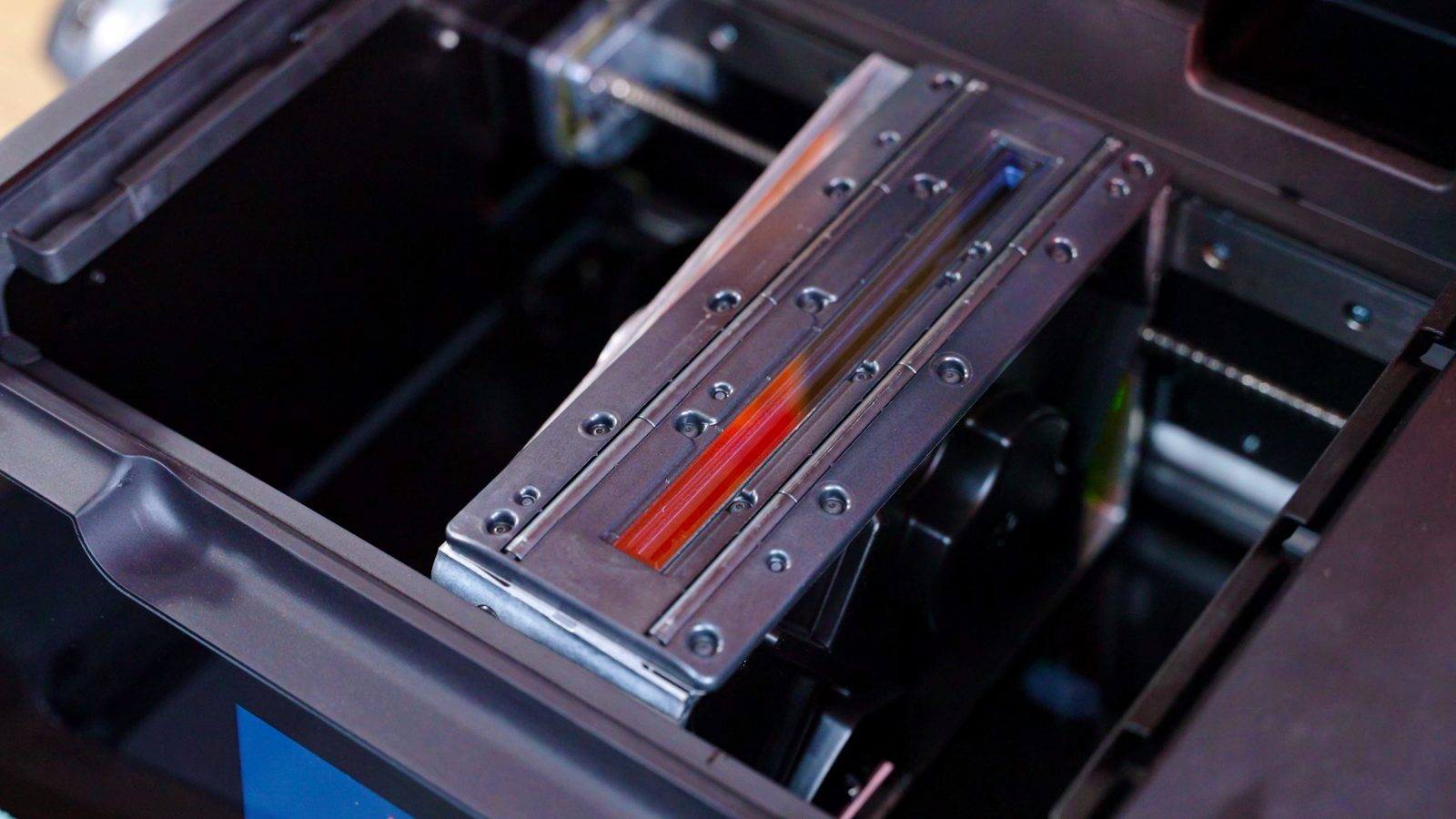
The way this works in the Form 3 generation is actually pretty interesting: While the earlier Form 2 machines and other laser SLA printers like the Moai have a fixed laser and a pair of pivoting mirrors called galvos to redirect that laser to any spot in the build area, the Form 3 generation only uses a galvo for moving the laser back and forth in the Y direction. For the X direction, the entire laser and mirror unit will physically move left to right. They’re doing this to aid in peeling off the print from the separator film on the bottom of the resin tank. On other resin printers, that film is stretched tight over the bottom of the vat, but here it is intentionally left floppy so that the light processing unit, the laser toolhead, can physically push it up into place where it’s currently printing, and then once it moves away from that spot, that immediately peels the film off of the print again.


On “normal” printers, after one layer is done, it is at first entirely stuck to that film and then needs to be carefully peeled off. For example, the SL1S even integrates a tilting mechanism for that, because if the printer just rips up its Z-axis without allowing for each layer to slowly release first, it can easily tear parts off of the print or blow out thin walls. Here, with the “Low Force Stereolithography” approach that Formlabs is using, that is absolutely not a problem at all.
Throughout this review series, I’ll keep coming back to the comparison between the Form 3+ and the SL1S, because the Prusa is my “high-end” reference for this – even though it’s only half the price – and I find it really interesting to see differences in how things get approached.
There are a couple of up- and downsides with using a laser setup in the Form 3+:
First of all, of course, you don’t have an LCD screen, which is considered a consumable on MSLA printers. To be fair, the laser inside the Form 3+ isn’t going to last forever, either, but it should last more print hours than a typical masking LCD.
And you also don’t have individual fixed pixels that would make up each layer, instead the laser spot will first move smoothly around the contour of the part before it does the infill, similar to how a filament printer works, and you can actually hear that contour movement while the Form 3+ is working. As a result, the surfaces of Form 3+ printed parts don’t have any of the “blockyness” you see with some MSLA printers. We’re going to take a detailed look at details later on.



But, there is a huge downside, too: The Form 3+ is slow. Really slow. While an MSLA printer exposes the entire layer in just a couple of seconds, the Form 3+, like I said, has to physically trace out the outline and then fill in all the solid parts. The more area needs to be exposed on each layer, the longer it’s going to take. For the infill, it’s actually smartly using the galvo and only physically moves the light processing unit in tiny steps and then has the fast and silent galvo do the majority of the work.
So while there is a significant difference in how a typical laser SLA printer, an LFS laser SLA printer like the Form 3+ or an MSLA printer works, the differences in what each technology can print are relatively minor. The same restrictions with geometry apply to each of them. But there are quite some differences in how well it prints parts and what level of detail and reliability you can expect – and we’re going to take an in-depth look at that in the next video.
Thank you to everyone who’s supporting the channel through YouTube memberships or Patreon, you can find the details for that below, thank you for watching, keep on making and I’ll see you in the next one!
Part 2:
Speed, Software, Print Quality
Okay, let’s get into the meat and potatoes of my Form 3+ review miniseries: Print quality, speed, and the software.
I find that print quality on the Form 3+ is complicated because it’s not directly comparable to MSLA machines. So let’s start with something that’s a bit easier to quantify – print speed.
Print Speed
So, here, there is also not one single, fixed factor, like the Form 3+ is X percent slower or faster than for example the SL1S. Print speeds vary with the resin you choose, and how fast a resin gets cured actually makes more of a difference on a LFS, low force stereolithography printer like the Form 3+ than on MSLA, a masked stereolithography apparatus, like the SL1S, because MSLA already spends very little time actually exposing the resin and more time on the peel cycle, which is something you can not really speed up, while LFS spends more time on the exposure, so that becomes a bigger variable time chunk.
And the other thing is, MSLA does not care how much you fill up each layer – the LCD just exposes the entire thing at once, while LFS has to trace out more area with its laser dot if you’re using more of the build area.
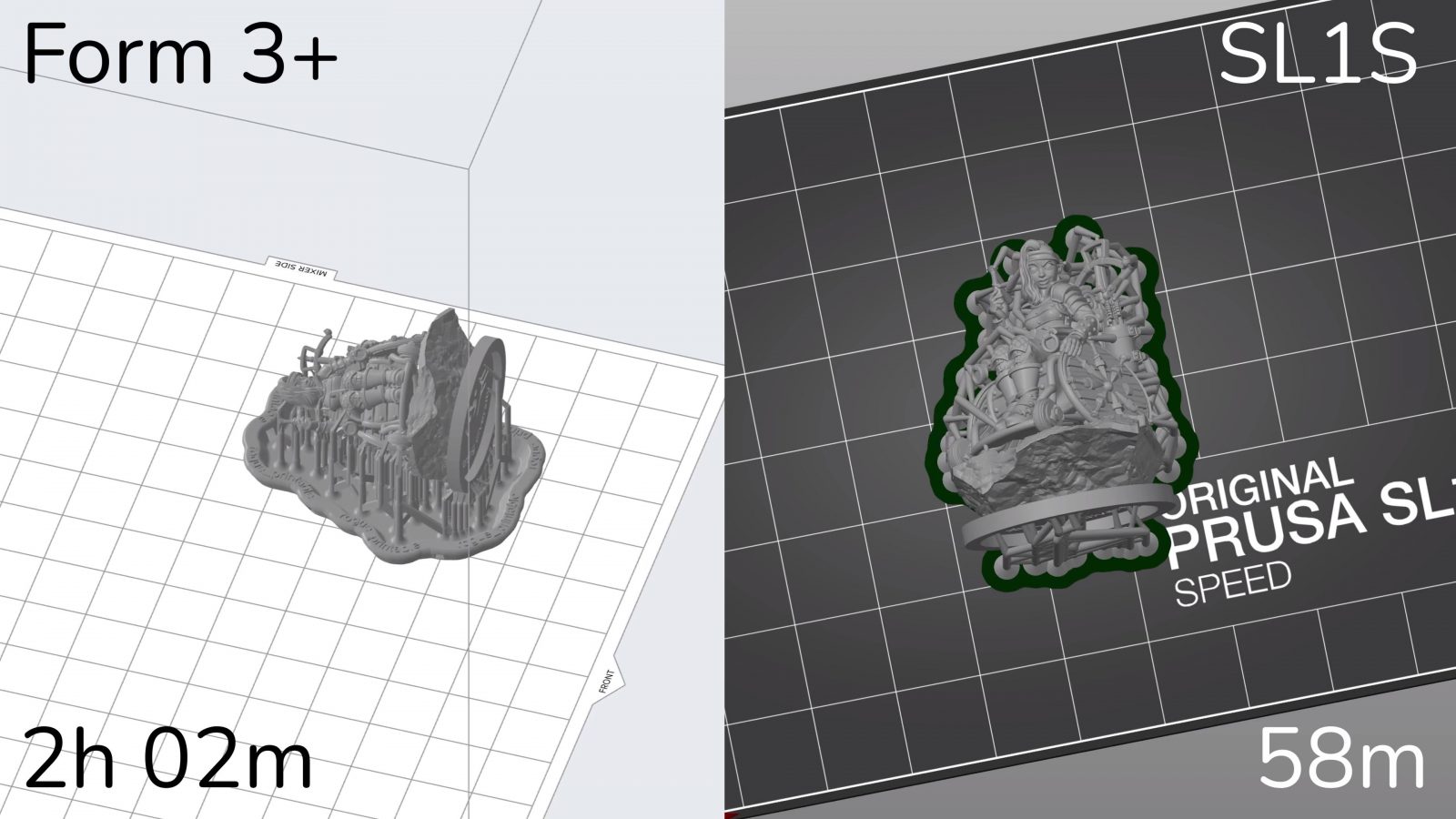
So if we compare print times of the Strata Miniatures Rogue, with support and all, at a 50µm layer, printing one on the Form 3+ takes about 2 hours, and one hour on the SL1S.

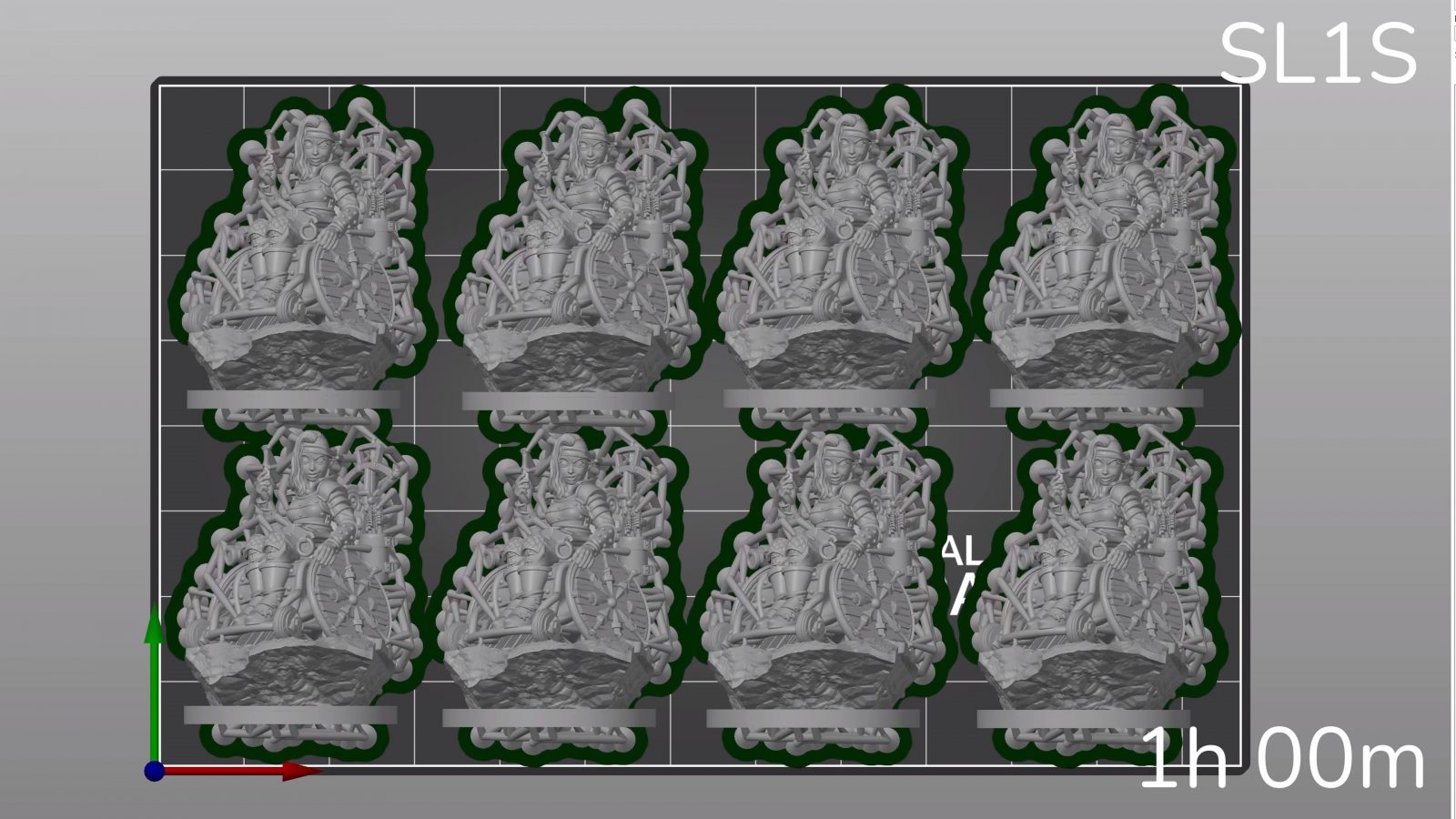
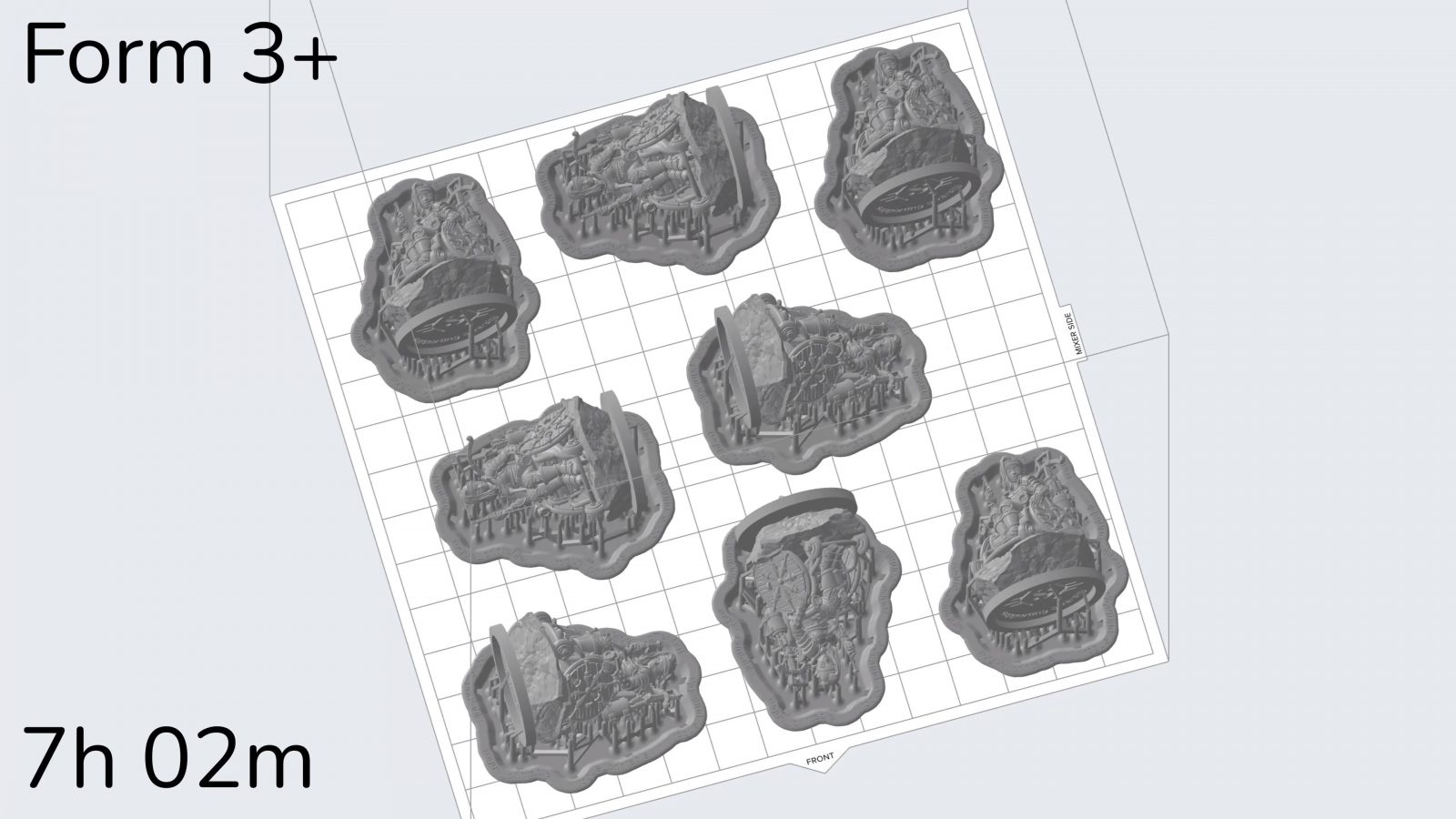
But to show the maximum difference, we can fit up to 8 of the minis on the SL1S and it’s still going to the exact same time at one hour, while the Form 3+ now estimates 7 hours of print time for completing the same 8 models.
This is quite a detailed model, so I tried with a less detailed one, and that drastically reduces the advantage MSLA has in this case, but in real-world print times, it’s still going to take 3 times as long. Because the thing is, with the estimates in Formlabs’ PreForm, I had to consistently add pretty much exactly 50% to get to the real-world print time. A two-hour fifteen-minute print actually takes 3 and a half. An 8-hour print actually takes 12. So here are print time comparisons with the corrected times for the Form 3+ against the SL1S.


And yes, some parts just don’t fit one the SL1S, it’s just a less capable printer in that regard. So, yes, this is not the fairest of comparisons. But I find that with the print times on the Form 3+, it pushes many prints into “overnight” territory instead of still being completed on the same workday and being able to start the print for another iteration to then be ready the next day.
So with this sort of throughput, I wouldn’t put the Form 3+ into the “it’s going to run 24/7 to make parts” category – well, it would have to run that much if you were trying to do any sort of volume with it, but in stark contrast, I think the software package would actually be very well suited for it. I believe the way that Formlabs intends for you to use the Form 3+ is through their cloud connection – and that’s what I did. You can also use it with a direct local network connection, too, or through USB if you can’t use the cloud service for whatever reason.


Software: PreForm
But PreForm is the software you will be using with the Form 3+ or any of their other machines, you’re not going to be setting up your own slicer or anything. And that’s good – it’s good software. You can actually download it for free yourself and use it as much as you’d like, but overall, it fits in very well with the theme of the rest of the printer – that’s hide everything that you as the user don’t need to worry about and just give you the core tools that you actually need.
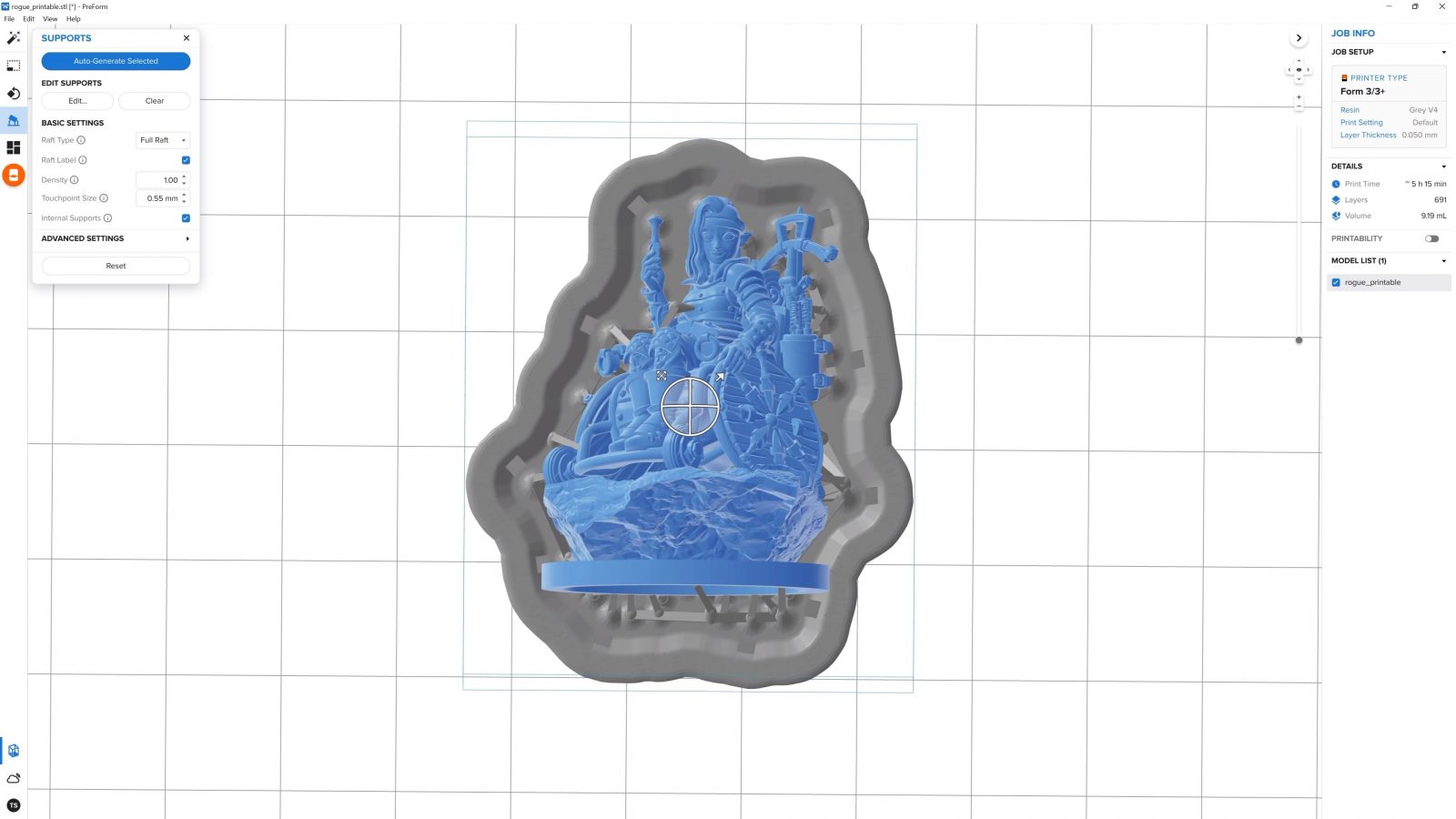
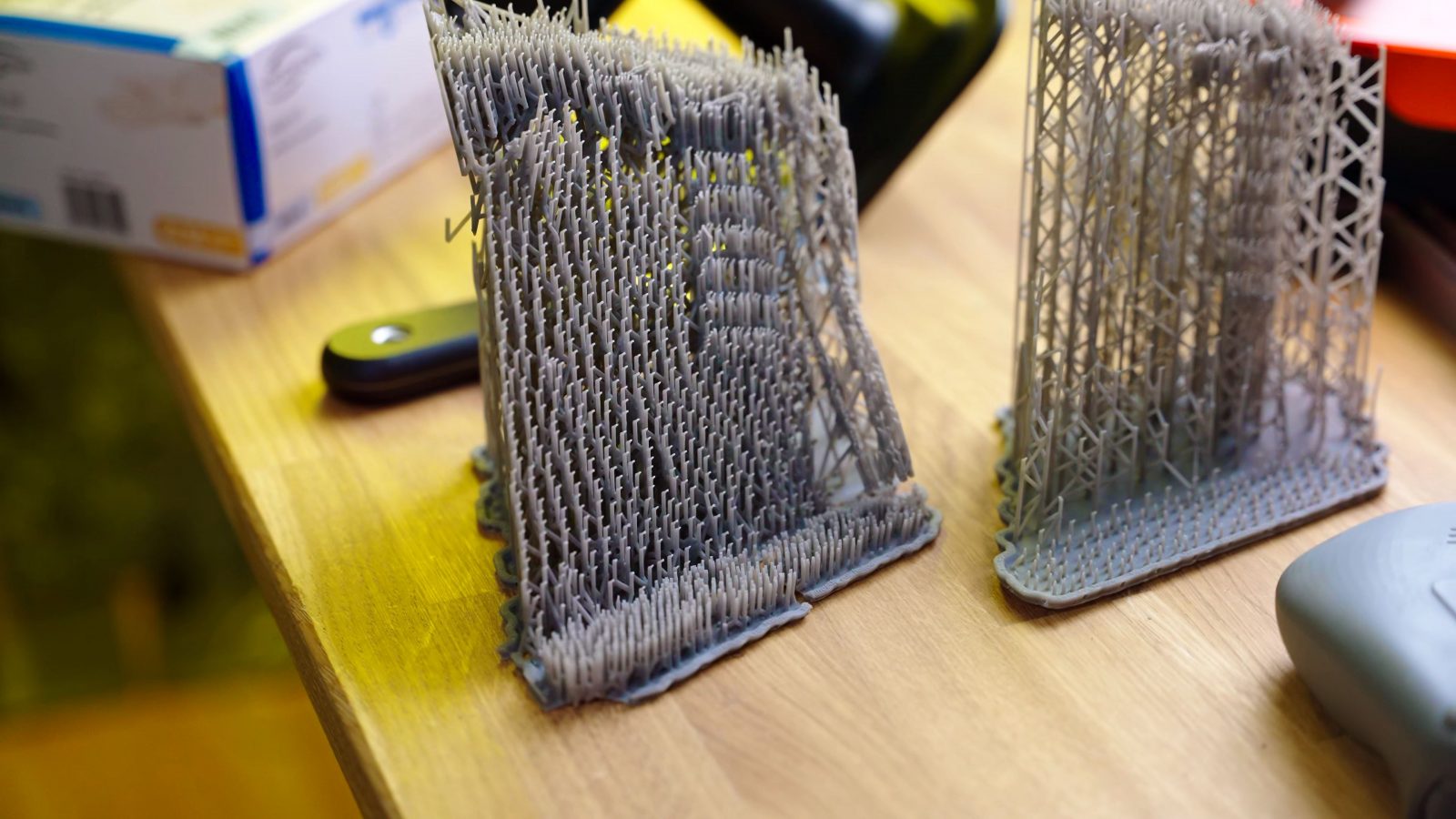
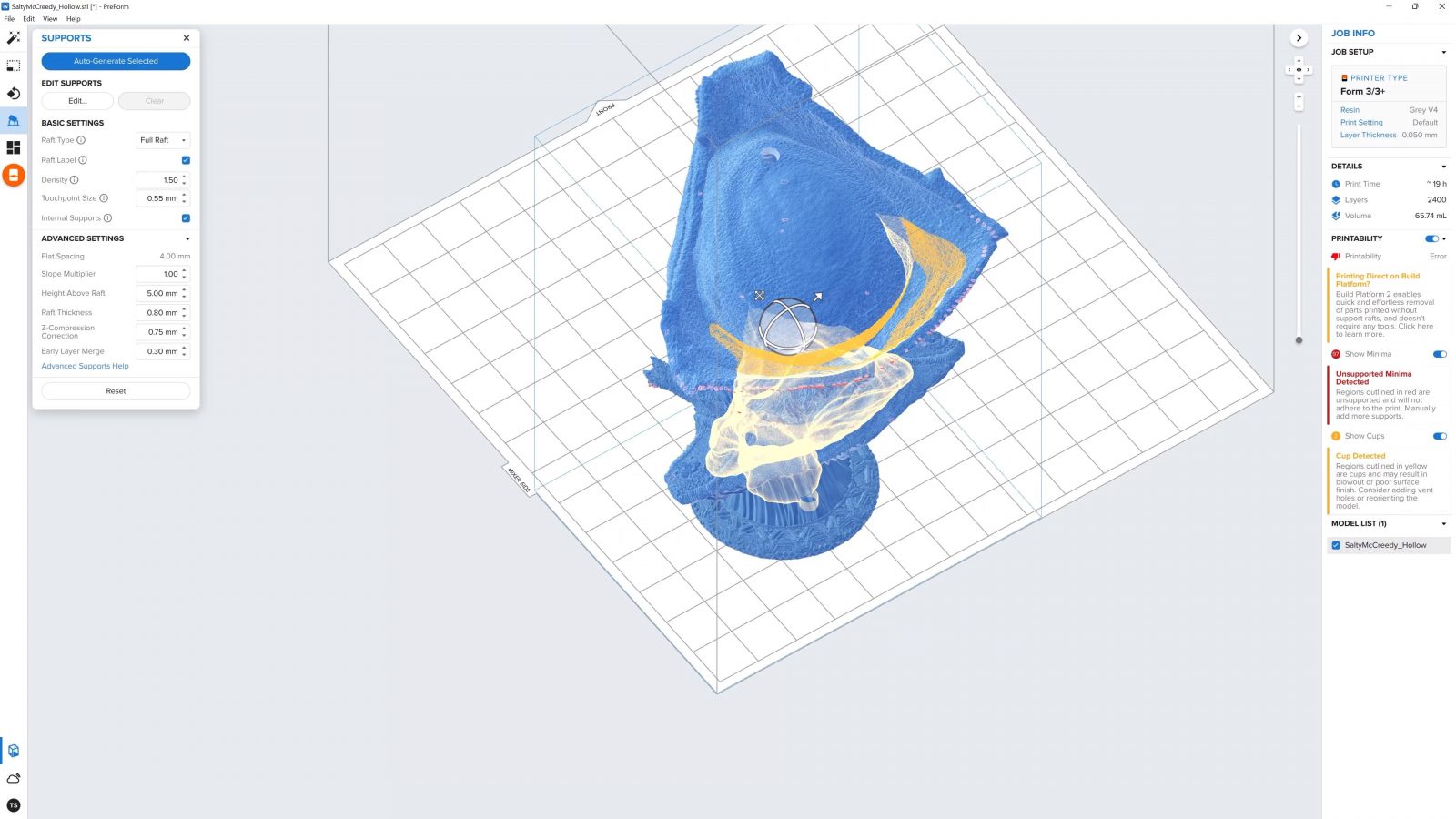
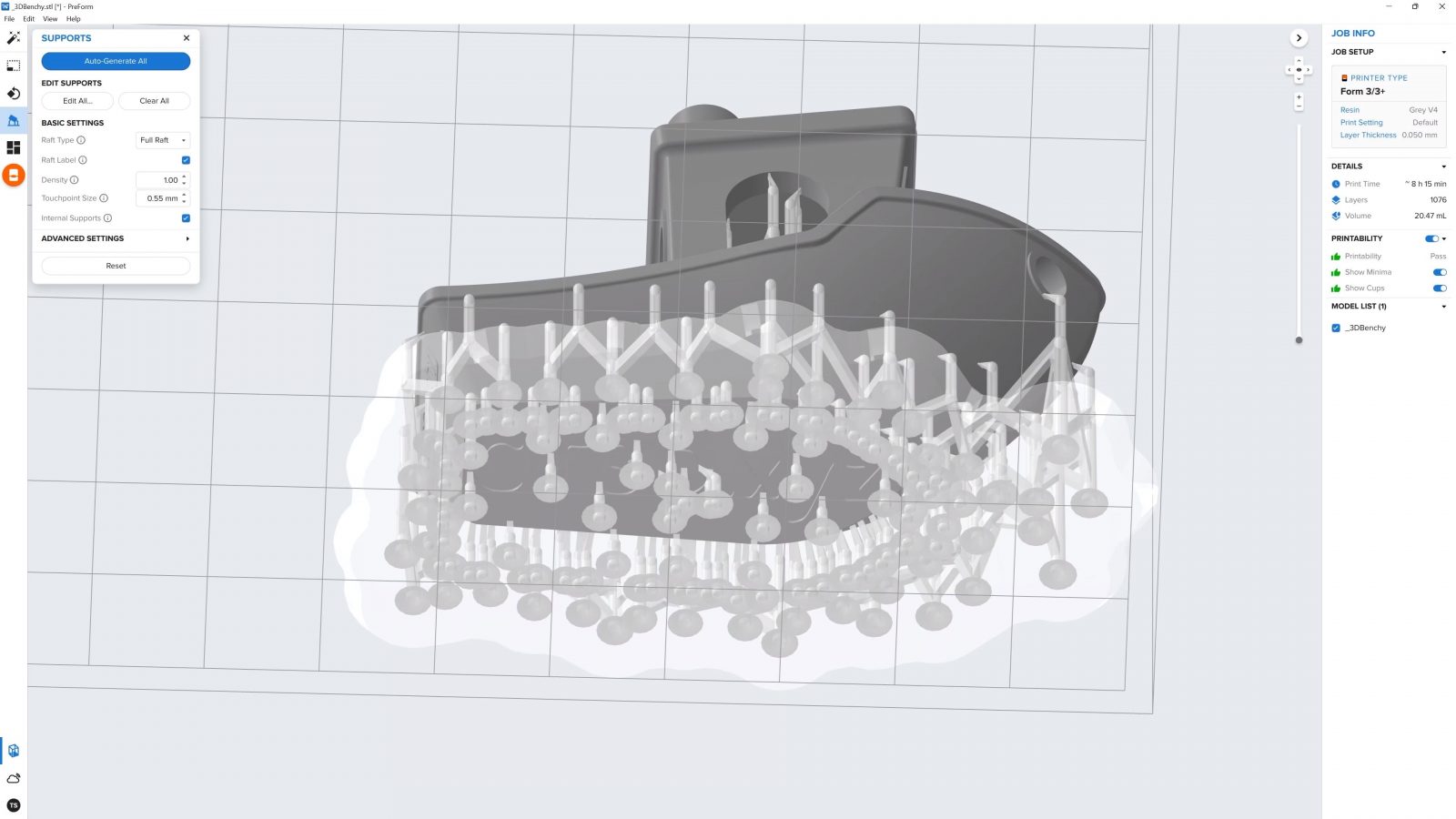
So in PreForm the most complex settings menu is the options you can set for configuring how support material gets generated – you mostly don’t even need to touch those, I’ve only ever had to increase the support density on this first Steamdeck print, and then the second one printed perfectly.

Everything else is really simple – it’s got checks for how well a model is going to print based on its geometry and orientation, it’s got an auto-align tool, auto layout, auto support, you can do all those things manually, but you don’t have to. I’ve found the auto orient tool to be a bit confusing as it always gives you a different orientation every time you run it and then, basically you get to decide what’s going to work and what won’t, but in that case, I could just as easily orient my parts by hand.
I was expecting something like in PrusaSlicer where you get to choose what aspect you want to optimize for, and then it gives you the one optimal orientation for that. Also, in PreForm, sometimes it decides to orient the part in a way where it doesn’t even fit inside the printer, and in that case, of course, you’ll have to manually align it yourself anyway.
The preset is to always print everything with a brim and suspended in supports, you can print directly on the build plate, but I assume because the printer doesn’t have any build plate tramming, the first couple layers are printed really thick, which doesn’t matter if it’s just doing the brim, you’re throwing that away anyway, but if it’s already printing your part at that point, the first millimeter or so might get squished and will end up with less detail.
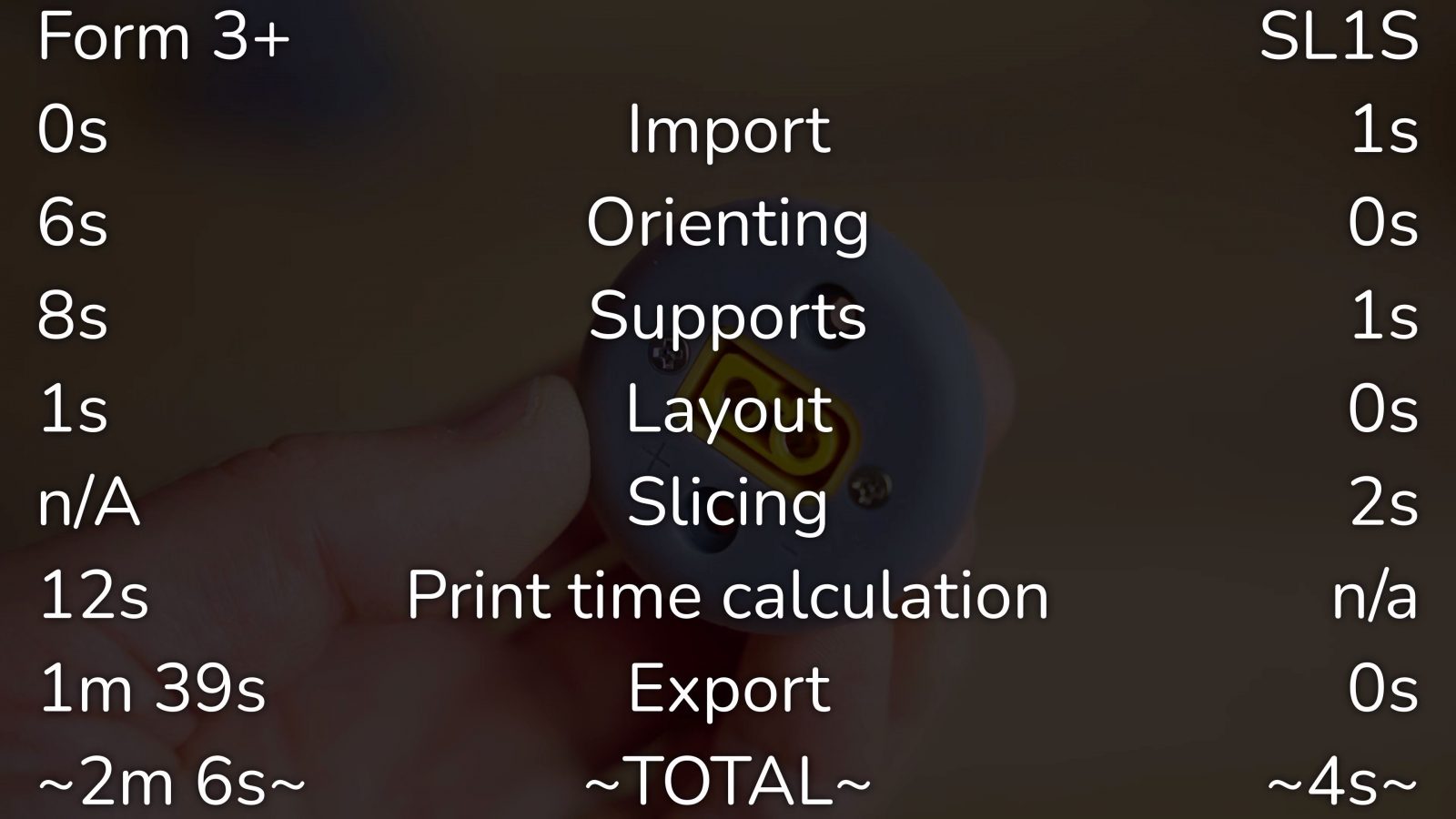
One thing I noticed was that PreForm was rather slow, especially on detailed models, and at least on the quad-core i5 laptop with 8GB of RAM that I usually use. So I benchmarked again on my Threadripper workstation with 64GB of RAM and broke down the times for importing, auto orienting, and from this point on with the same orientations between the slicers, adding supports, layout, calculating print time, and then exporting, with a simpler model and a larger, more complex one, and in both cases, PreForm was much, much slower than what I was used to from PrusaSlicer, especially when adding support material – and PreForm repeatedly crashed on me here when trying to update support material after already having generated it once.


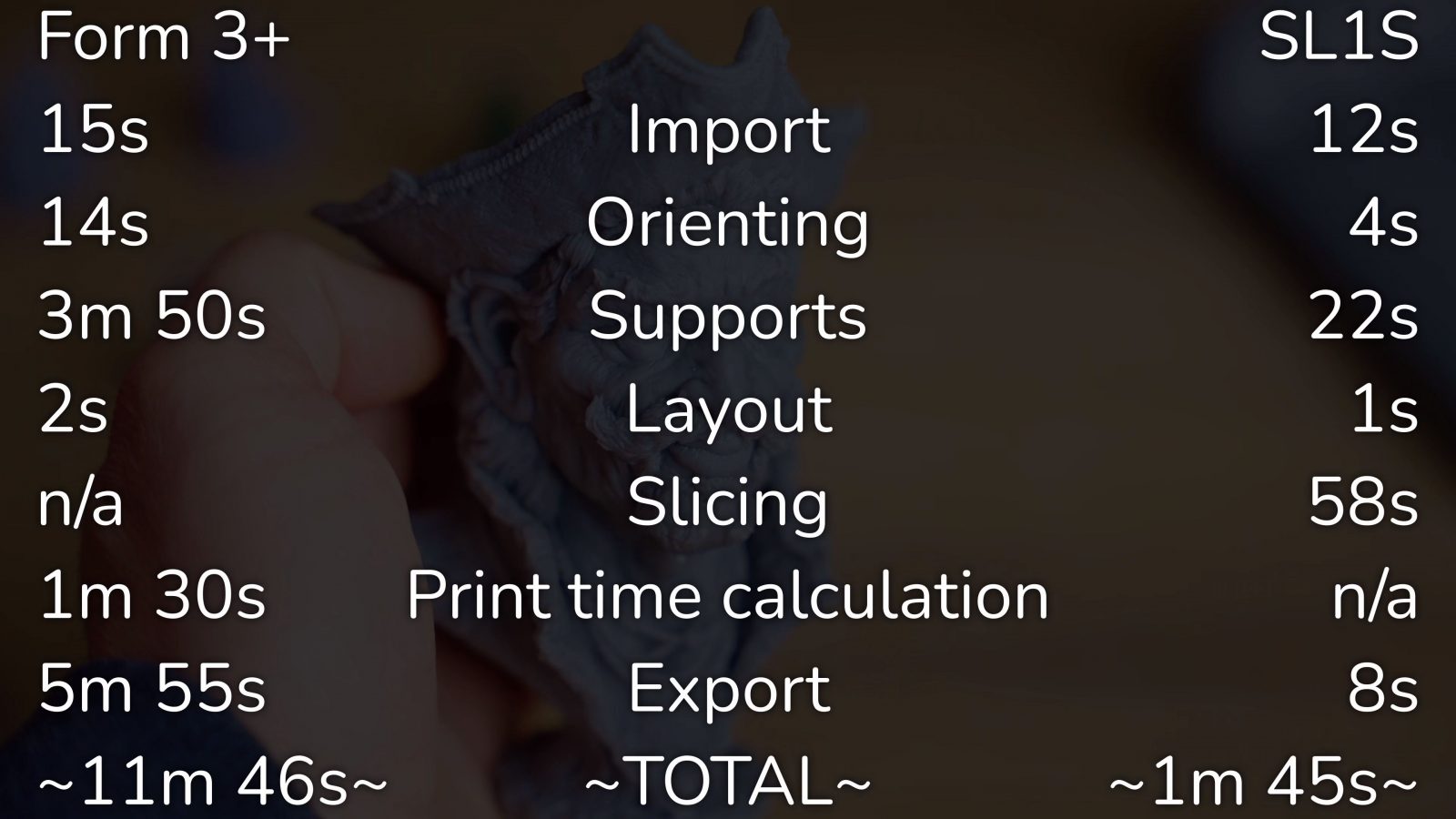
That might just be something my setup, though. Exporting was also quite slow, but it includes slicing the model and then uploading it to Formlab’s servers. With a more complex model, though, like the 3 million polygons hollowed-out SaltyMcCreed that I keep using, you’re going to be spending at least 10 minutes preparing the file with your computer’s CPU pegged for a large part of that time. And yes, it did actually make good use of all 24 CPU cores, so give it all you’ve got.
On the upside, though, again, PreForm is a pleasure to use, with great visualizations of what areas are critical on your print and even small details like fading out the bring as you look at your parts from the underside. What I would like to see, though, is a hollowing feature for artistic models that otherwise you’d have to print as a solid block. Formlabs recommends using Meshmixer for that. I used, again, PrusaSlicer and a fictional large-volume SL1S profile, because you can quite easily export the processed stl files from there.
Print Quality
Like I alluded to earlier, it’s not quite a clear-cut answer. On the one hand, the Form 3+ definitely delivers what you would expect from a resin printer – fine details that get reproduced perfectly, no visible layer lines and high mechanical accuracy. The Form 3+ does all of these perfectly and parts fit to each other and to other real-life components perfectly. But that’s something that you can expect from any resin printer these days, let alone one that costs 4 and a half grand. I did notice that parts printed on the Form 3+ looked more like professionally injection molded parts than any 3D printed parts I’ve ever done. They don’t have that shimmer or sheen that gets created by the part being made from individual voxels that essentially have six square sides, but the surface here is much more continuous because it does trace the outline of each layer as a vector.


But I don’t know if this is an artifact of that effect or if it’s something that is actually measurable, but the prints off of an SL1S still looked crisper to my eyes than the ones from the Form 3+. For reference, each pixel on the SL1S is slightly smaller than 50µm or 2 thou in size, while the laser spot on the Form 3+ is 85µm, or 10/3 of a thou – plus the effect of having to “walk” in and out of detailed areas, which again reduces its ability to reproduce those super crisp details. The other thing I noticed, and this really is just something that is complaining on a very high level, is that large, smooth surfaces like the screen area on the Steamdeck seem to have some streaks that catch the light a bit differently that line up with where the rollers of the LPU move along the X axis.

This is only an issue, though, if you plan on showing the parts straight off the printer and need them to look flawless, but any sort of post-processing will easily cover that up. What’s important, though, is that print quality is consistent and predictable and that’s in large parts a result of how closely software, hardware and materials are intertwined on the Form 3 ecosystem. We’ll get into the ups and downs of that in the next video, but to close out print quality: It’s really good! I think I expected next-level fine detail reproduction because that’s what you kind of associate with this thing using a freaking laser, but it doesn’t do that. In that regard, it is getting beat by MSLA. It does create superbly professional-looking parts, but it sure does take its sweet time for that.
In the next video, I’m going to take a look at usability, which is one of the extremely strong points of the Form 3+, I’ll talk about the lock-in that comes with achieving that and I’ll draw a conclusion to see who exactly this machine is made for.
Part 3
Usability, Lock-in and Conclusion
One of the most striking themes in the Form 3+ is how much they’re taking the guesswork out of using the printer and how simple they’ve made, for example, swapping materials. It’s a very well-rounded ecosystem, or should we rather say, a very nice walled garden with a fun playground but unbreakable locks on every exit. That’s part of the deal you enter when getting a Formlabs machine, but is it worth it? And does it even matter to you? That’s what we’re going to find out in this video. In either case, I’m still super impressed by how straightforward it was to get the Form 3+ running.
It all begins with the unboxing, where everything is really well labeled, there’s that consistent blue color for packaging that needs to be removed, components on fit in one way, and they all click into place to let you know that you’ve inserted it correctly. When I unboxed this, I was already fascinated by how well-thought-out even the simple experience was of getting the printer running for the first time.
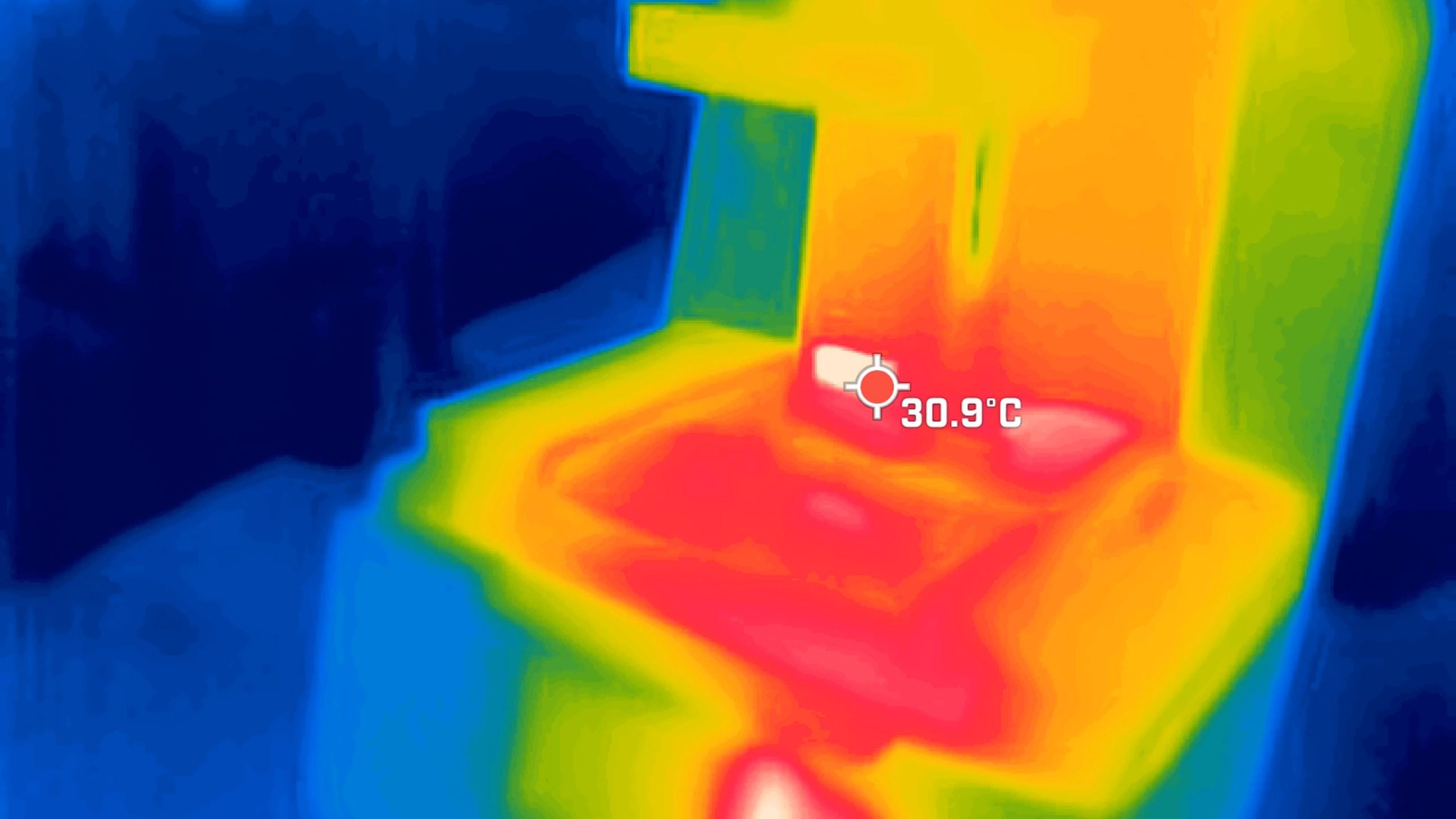
The machine itself also makes sure that prints have the best possible chance to succeed. So it’s creating a controlled, pre-heated environment inside the printer at 35°C, getting the resin nice and liquid, it also has checks for whether the printer is set up level and will instruct you to adjust the printer’s feet if it’s set up crooked.


The resin vat, or “tank”, as they call it, has a scraper/stirrer that keeps the resin well-mixed, there is a mechanical float that keeps track of the resin level and because the printer uses resin cartridges that sit in the printer itself, it automatically keeps the resin level topped up before and during printing. So not only is running out of resin something you’re just not going to have to worry about during a print unless, of course, you use more than a full cartridge at once, but you’re also handling the raw resin much less than on most other printers.

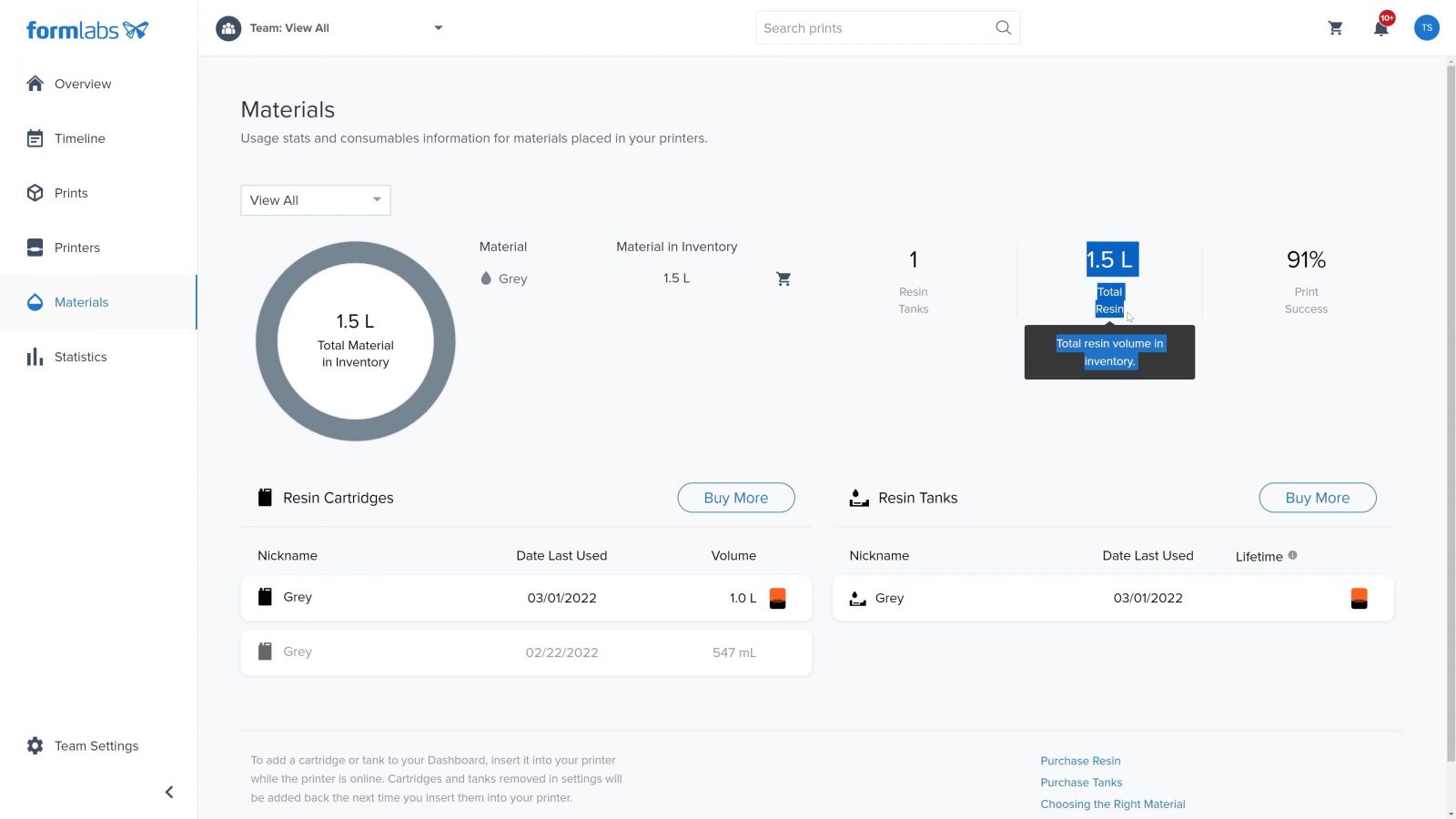
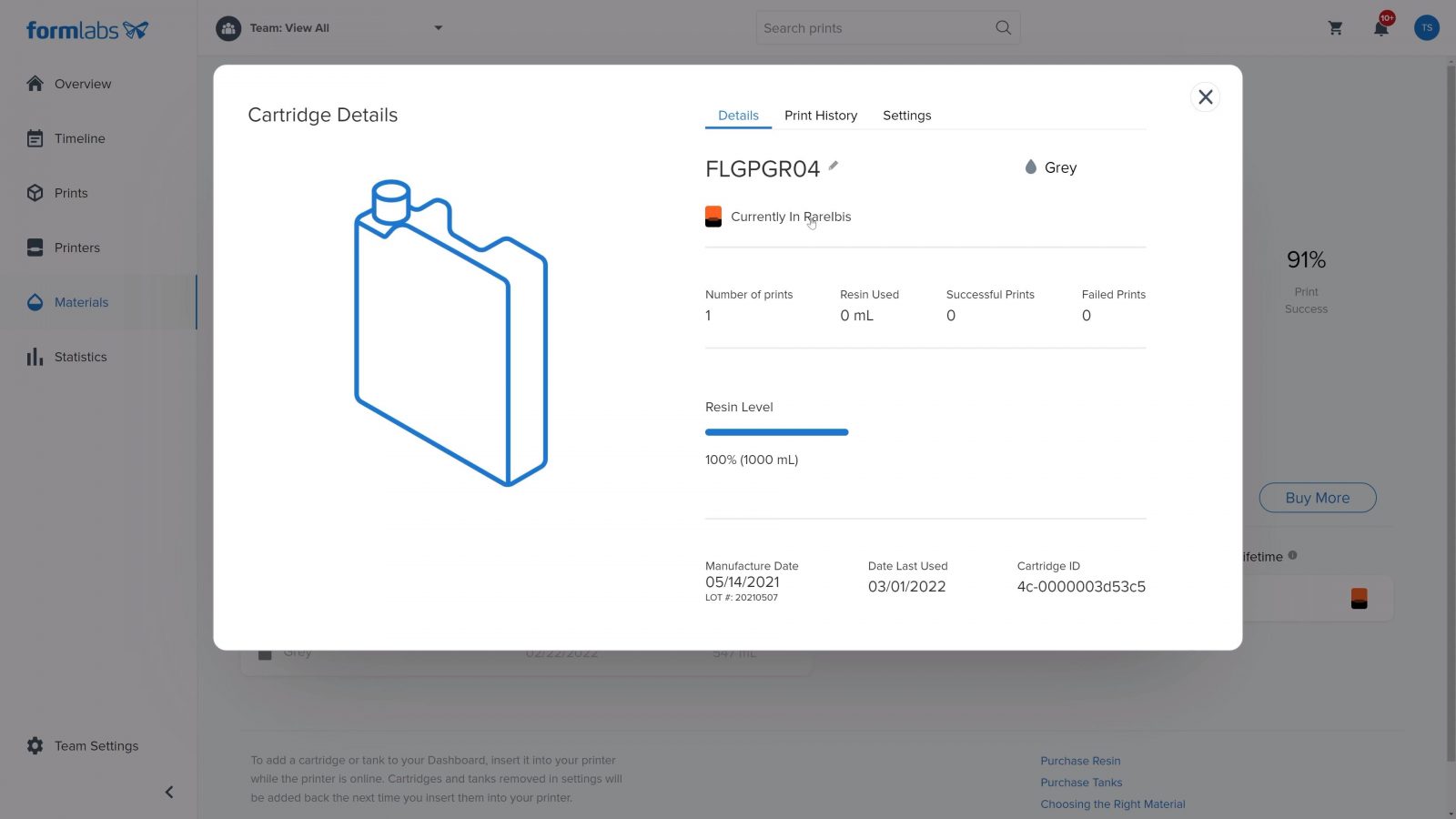
The cartridges are chipped and keep track of how full they are, and because they communicate with the printer and the printer is, of course, hooked up to Formlabs’ online management platform, you automatically get a central inventory of all the resin cartridges your printer has seen, including how much you have left of each material.
And materials are actually a pretty big point with the Formlabs ecosystem. To try out the printer, they’ve only sent me a pair of the basic grey resin cartridges, which is your typical hard and brittle SLA material, but if you want a material that is more ductile and durable or actually flexible, ESD safe, certified for skin contact, heat resistant, optimized for dental applications, etc, they’ve got it all.
So usually, when you want to swap materials, you’d have to clean out the resin vat from all the old stuff before you can fill it with your new resin – and that’s a huge pain to do. So what Formlabs is doing, is just saying – hey, keep the vat full, and just grab a fresh one. They’re even including a storage tray that keeps the release film at the bottom from getting damaged, and a translucent UV-proof lid so you know what’s in there and don’t spill it during handling.


Because the resin vats are also chipped, the printer knows what resin you’ve last used with it and it can warn you if you’re trying to use it with a different resin cartridge loaded in the printer for refills, and because the only parts that make contact with the uncured resin are the cartridge, the vat, which has the little fill ramp integrated in the back, and the print platform, swapping materials is a super streamlined process.
So, yes, everything in the printer is chipped and DRM’d – the resin, the vat, the platform, the print files. So it is a very closed-off ecosystem. The previous Form 2 at least still allowed you to enable “open mode”, so you could use and experiment with your own resins, that is now gone on the Form 3 as well, so you really can only use it with Formlabs’ resins. Replacement parts, sure, fine, I don’t think that’s something where you would even want to use third-party replacements. But with the resins, that’s the same “printer ink”, razors and blades model – and the Formlabs resins are expensive. This bottle of standard gray resin costs 160€ including tax, their “better” resins are around 210€, but their Rigid 10K or castable wax resins are almost 300€ per liter. Usually, you pay 30 to 40€ for a liter of decent resin, or even if you go with Prusament Tough resin, that’s only 69€.
So yeah, the Formlabs printer is expensive to buy and expensive to run, at least in the context of cheaper “DIY” machines. But if you compare it to the Stratasys, HP, 3D System sort of machines, the Formlabs stuff is an absolute steal. And for the sort of applications and environments where it’s competing with those brands, you do need to factor in other costs as well, like the labor and training cost of the people using the machine, the potential losses when you needed a print that failed and it isn’t ready in time, or having access to support techs – you know, in those sort of environments, it’s an absolute no-brainer that, for example, you’d just spend the 160€ and buy an extra resin tank to save your printer operator the time and risk of having to clean out a resin vat, even if it’s just one or two times.
That doesn’t mean the Formlabs Form 3+ is perfect, though, and there are a couple of gripes that I have with the setup, mostly because some flaws are just… unnecessary.
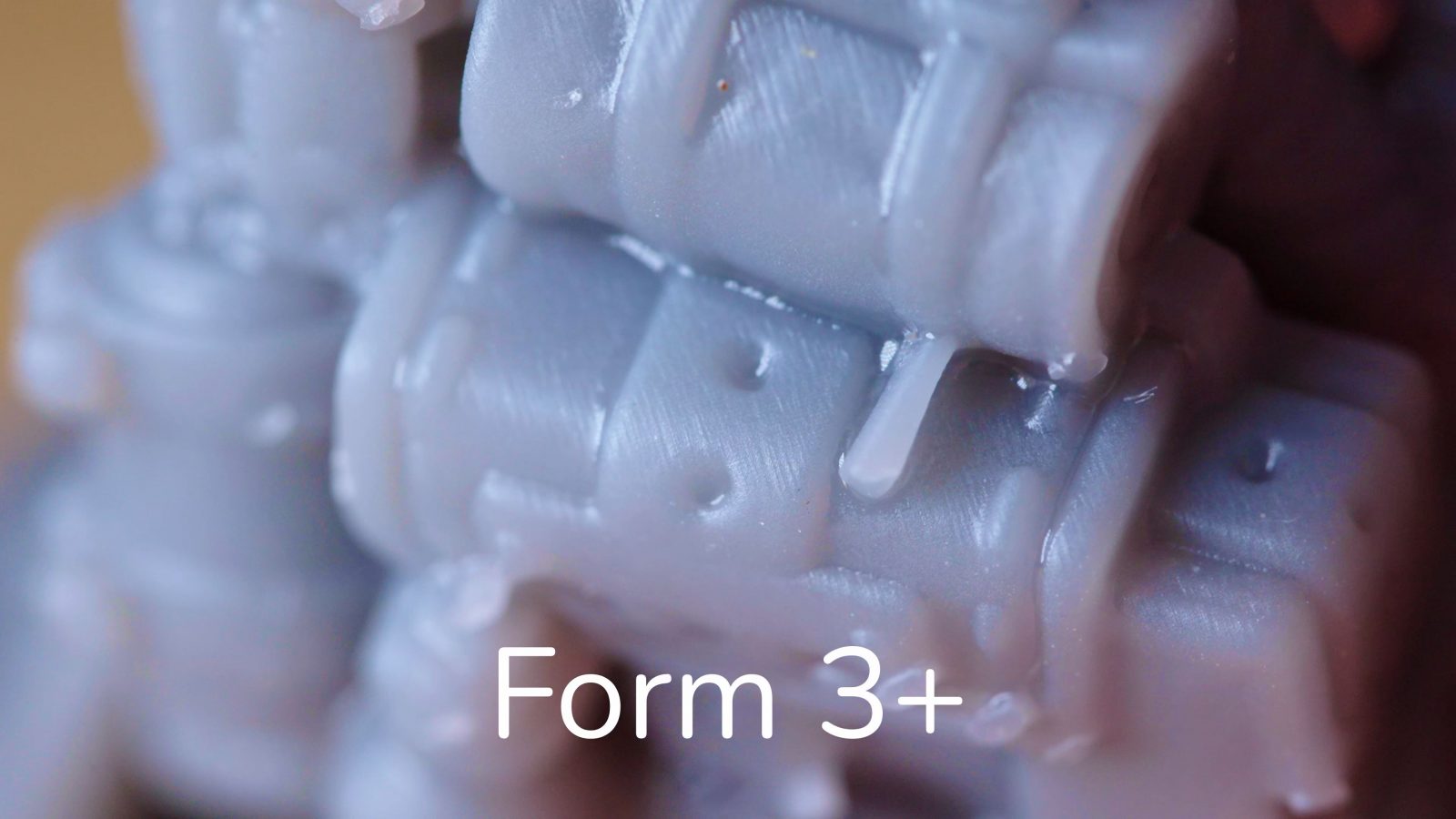
So starting with the experience of post-processing or “finishing” parts off the printer. You get this… thing included with the Form 3+, which you’re supposed to fill with isopropanol and then use the little tray to wash your parts.


I mean, sure, it works, but it’s just inadequate for a printer of this caliber. It’s not even large enough to fit all parts from the Form 3+, and once you’ve washed them, you still need to cure them somehow. Officially, Formlabs say you don’t need to post-cure the basic resins, but honestly, that’s not something I’d want to touch with bare hands, alternatively, you should set them in front of a window.
Really, you should get the Form Wash and Form Cure, which is an extra 1,300 bucks if you buy them together with the printer.
Then, the printer has a white status light at the back of the machine and also uses the illuminated Formlabs logo at the front as an indicator. That’s great, they start pulsing when the machine runs into an issue.


But the one time that it did that for me, it actually gave me zero helpful information what was wrong or how I could fix it. Other manufacturers include a QR code and a link to a help article, here, even Google only finds forum discussions that lead to “well, you’re going to have to contact support”. Thankfully, in my case, simply restarting the print made the issue disappear.
The printer also has internal statistics, tracking how many hours the laser was used and how long each resin tank has been in use. My resin tank apparently has been in use since 1969, and the laser is still completely unused. Well.

And then one last inconvenience, about the resin tank and cartridge system: The tank itself holds quite a substantial amount of resin, and that has to be filled somehow initially. The official way to do this is to just chuck the cartridge into the printer and let the resin flow through the resin cartridges’ rubber bite valve – and while that’s absolutely fine for refilling during a print, that first fill would have taken at least half a day just to get the machine ready to print. So chat on that unboxing livestream recommended unscrewing the relief valve and just pouring in resin directly.


Works, but it’s not particularly elegant. And on the topic of resins, the Form 3+ doesn’t seem to have an activated carbon filter, so the entire room really smells of resin when you use it.
Seeing some feedback from people actually using the Formlabs machines is pretty interesting: A lot of folks are super happy with them and don’t seem to mind the lock-in and the sometimes oversimplified approach, but there are also some that are quite a bit less happy with their machines and say they are repeatedly running into issues.
I think it’s pretty clear who this printer is intended for – and most likely, if you’re watching the video, it’s not you. The fact that the prices on the Formlabs store are listed without VAT, while they would legally need to be listed with VAT included if it was a shop for private customers, and the fact that you’re buying the printer with “pro service packs” for 1.000 bucks per year really drives it home that this is a corporate-only tool.
The Form 3+ makes sense when you need a resin printer that’s easy to use and reliable, but you don’t have the throughput requirements where the speed of something like the SL1S and the cheaper materials would make up for the smaller build space and the somewhat less simplified experience. It doesn’t produce the most detailed parts ever and raw materials are quite expensive, but where the Form 3+ does shine is in the experience of using the printer. Using a laser setup instead of a masking LCD is, at best, a decision purely for reliability at this point, and not because it produces better parts. For a lot of the stuff that you would have to actively think about with simpler machines, Formlabs already thought about that for you and all that you have to do is make the decisions that the software or the machine can’t quite make for you yet.
If you’re not using the Form 3+ in a way where it’s either generating a profit or saving you cost or time, you’re using it wrong. This is not a tool you’d get because you’re just interested in the tech or want to play around with resin printers – it doesn’t give you the freedom to do that, and using it with the original Formlabs materials will get expensive really quickly if you don’t have a return on investment in mind. That’s why I also didn’t bring up patents so far – yeah, of course, everything Formlabs does is patented, but in the environments, this printer will be used in, literally, nobody will care about that.
The Form 3+ is a fascinating machine – it’s not for everyone, but if your use case fits, chances are you’re going to have a great time with the Form 3+.
Just as I hope you were having a great time with this video series! Thank you to everyone who’s supporting the channel through YouTube memberships or Patreon, you can find the details for that below, thank you for watching, keep on making and I’ll see you in the next one!
Models shown:
Get the Formlabs Form 3+:
💙 Enjoying the videos? Support my work on Patreon!
Product links are affiliate links – I may earn a commission on qualifying purchases (at no extra cost to you)

Check out my second channel “More Layers” on YouTube for livestreams