
It’s time to take an in-depth look at E3D’s newest hotend ecosystem – the RapidChange Revo.

You get the new quick-swap nozzlebreaks, a new self-regulating heater, an optional smaller form factor, significantly better performance and a new patents package that makes sure nobody will ever be making nozzles or heaters without E3D’s approval. After using the Revo for a couple of weeks and putting it through one of the most extensive testing sets I’ve ever done on a product, I’ve got some thoughts, graphs, and numbers I want to share with you.
Disclosure
Let’s get started with the disclosure: E3D sent me all these parts free of charge to try out, I do not have to send them back when I’m done, no money changed hands and E3D does not get any influence in this review, but the links in the description where you can buy the Revos are affiliate links. Just wanted to point that out.
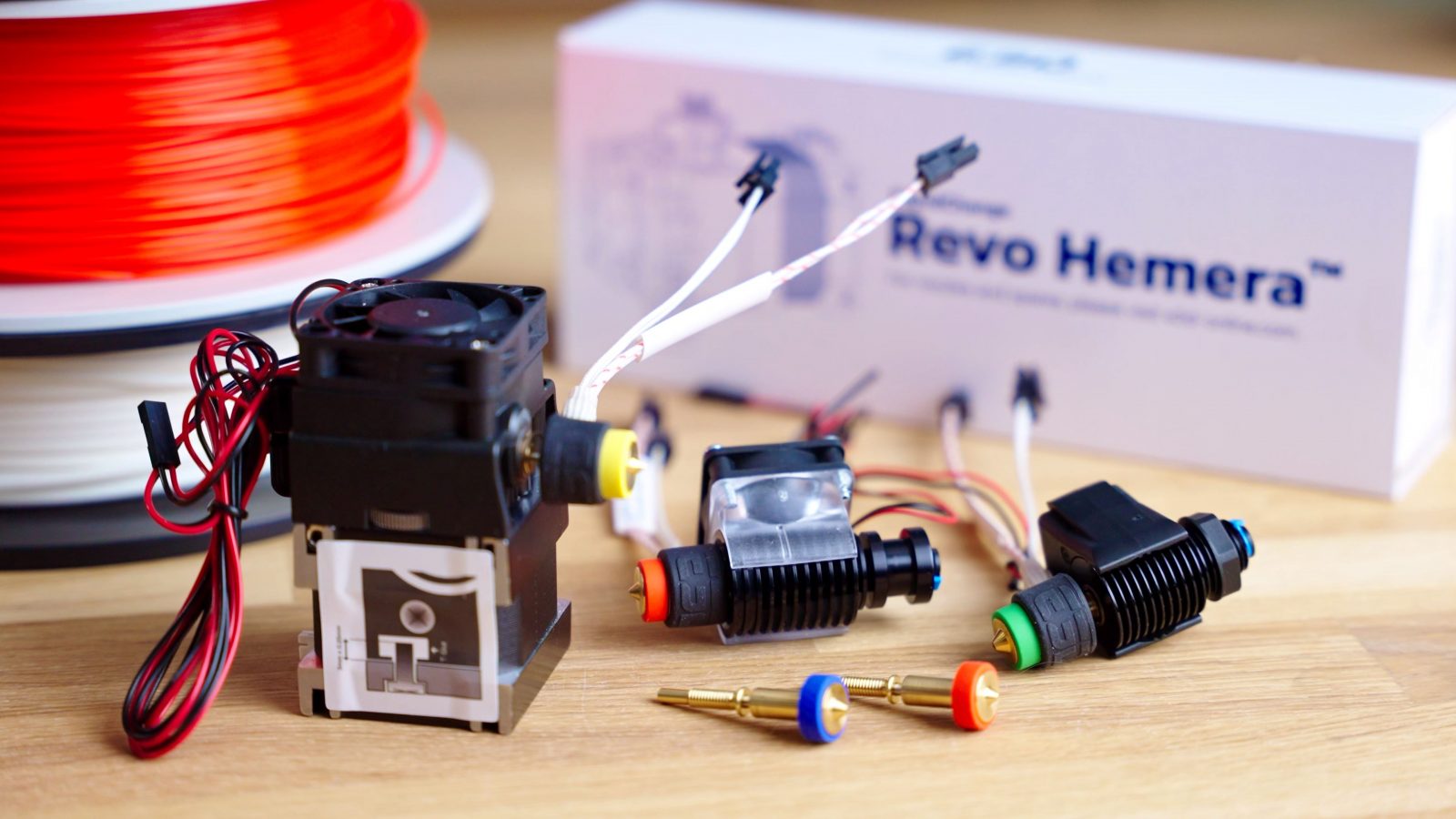
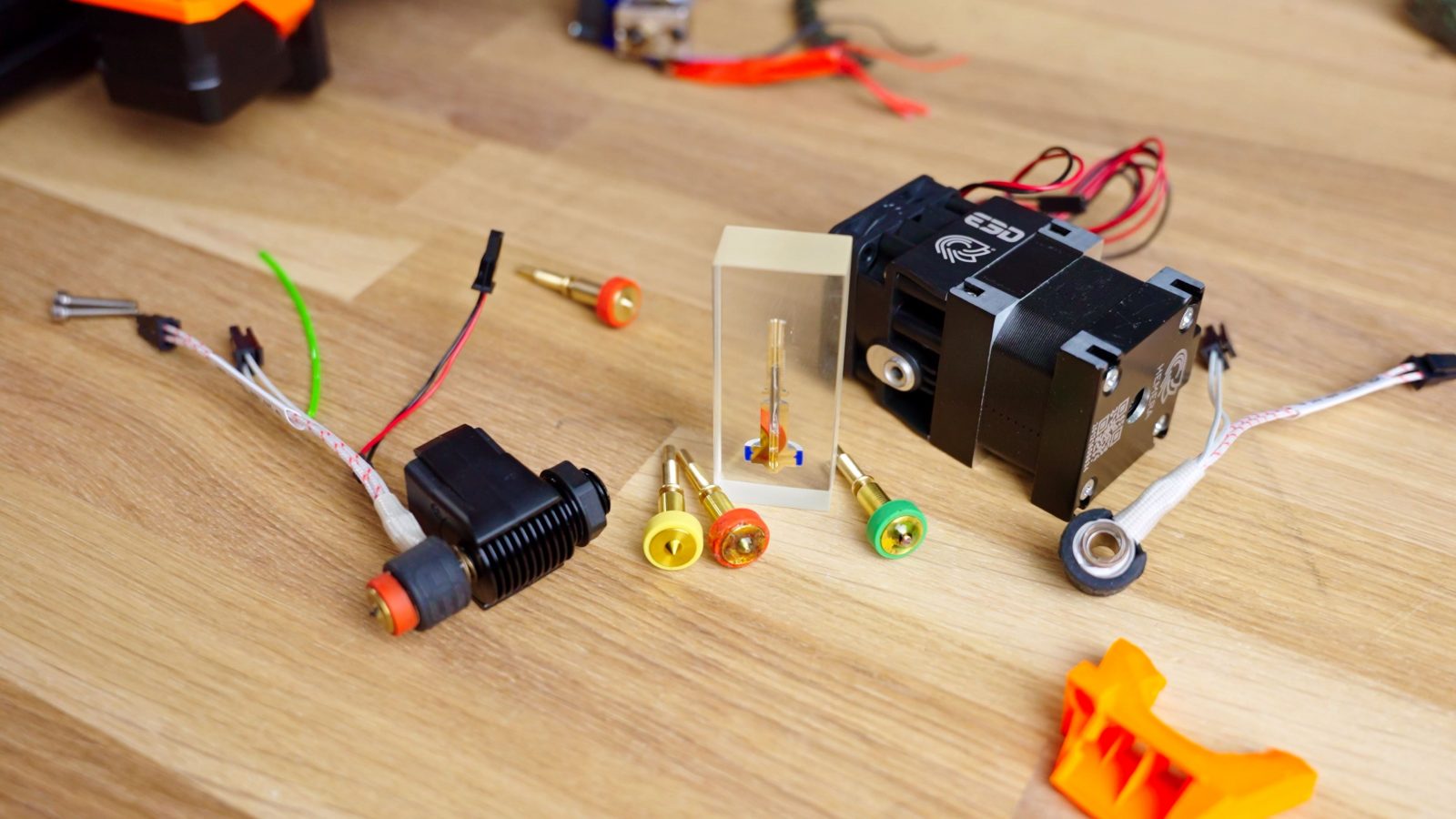
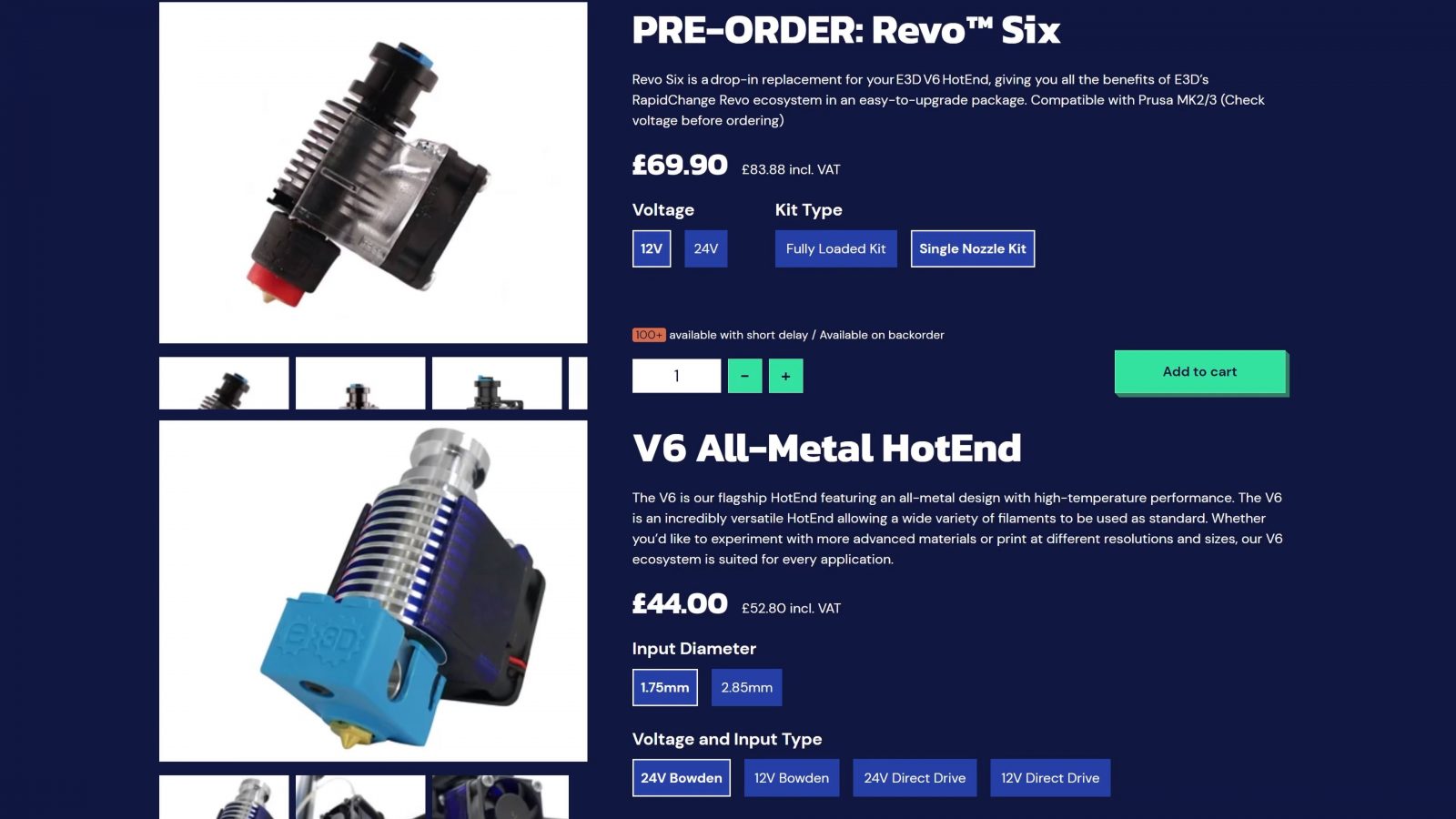
This is the Revo system
So this is it. E3D’s RapidChange Revo system. It’s not called v7, and I think that makes a lot of sense, but that’s something I want to get to later. The essence of Revo is the new nozzlebreak, which combines what used to be a separate nozzle and heartbreak into a single part, as well as the new heater core, which used to be a separate heater block, heater cartridge, and thermistor.

You still do need a heatsink for the coldside of the hotend, and you get the choice of using Revo6, which, size-wise, is completely compatible with the old v6 form factor, and that’s what I used to upgrade one of my Prusa MK3s.
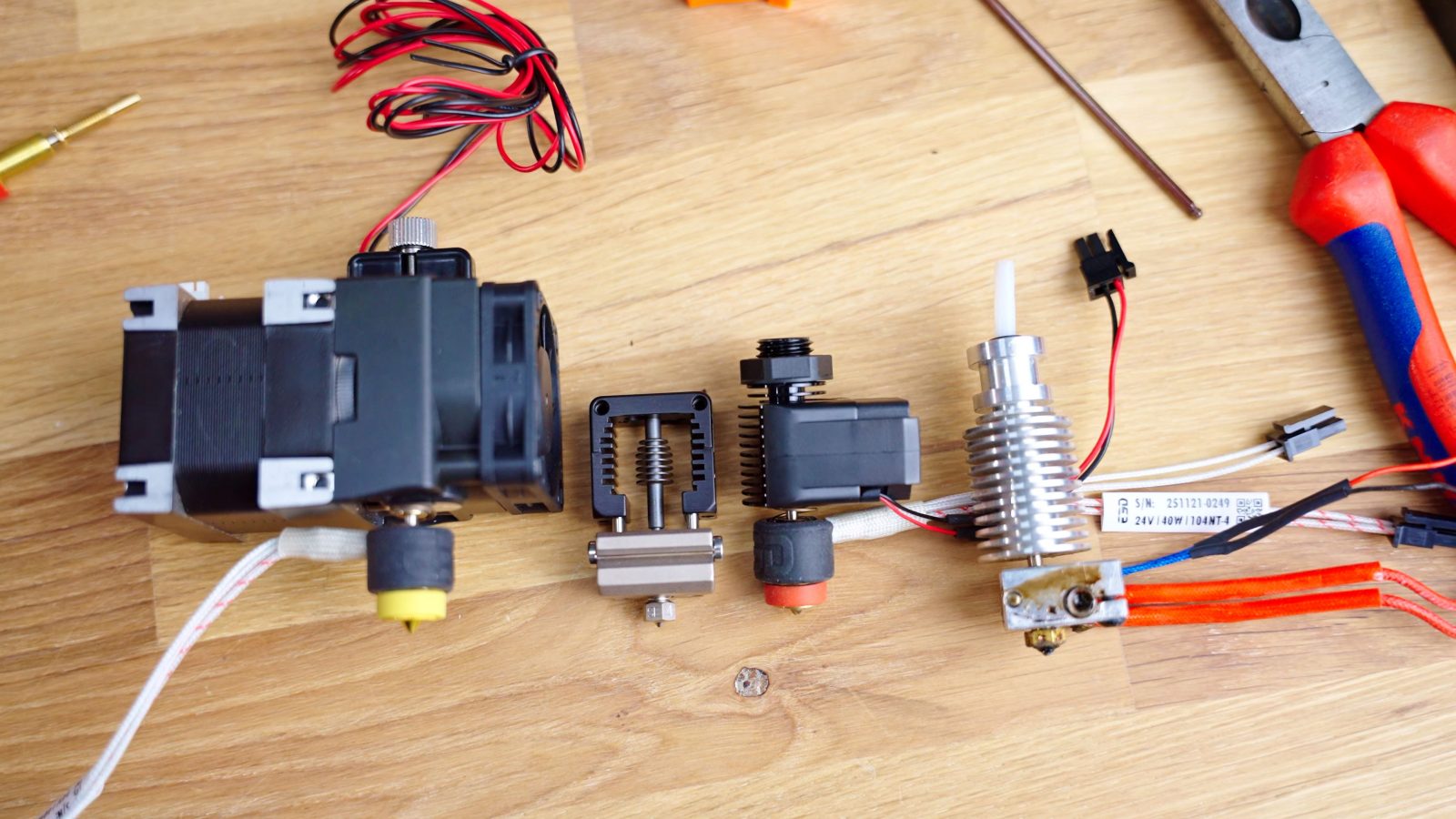
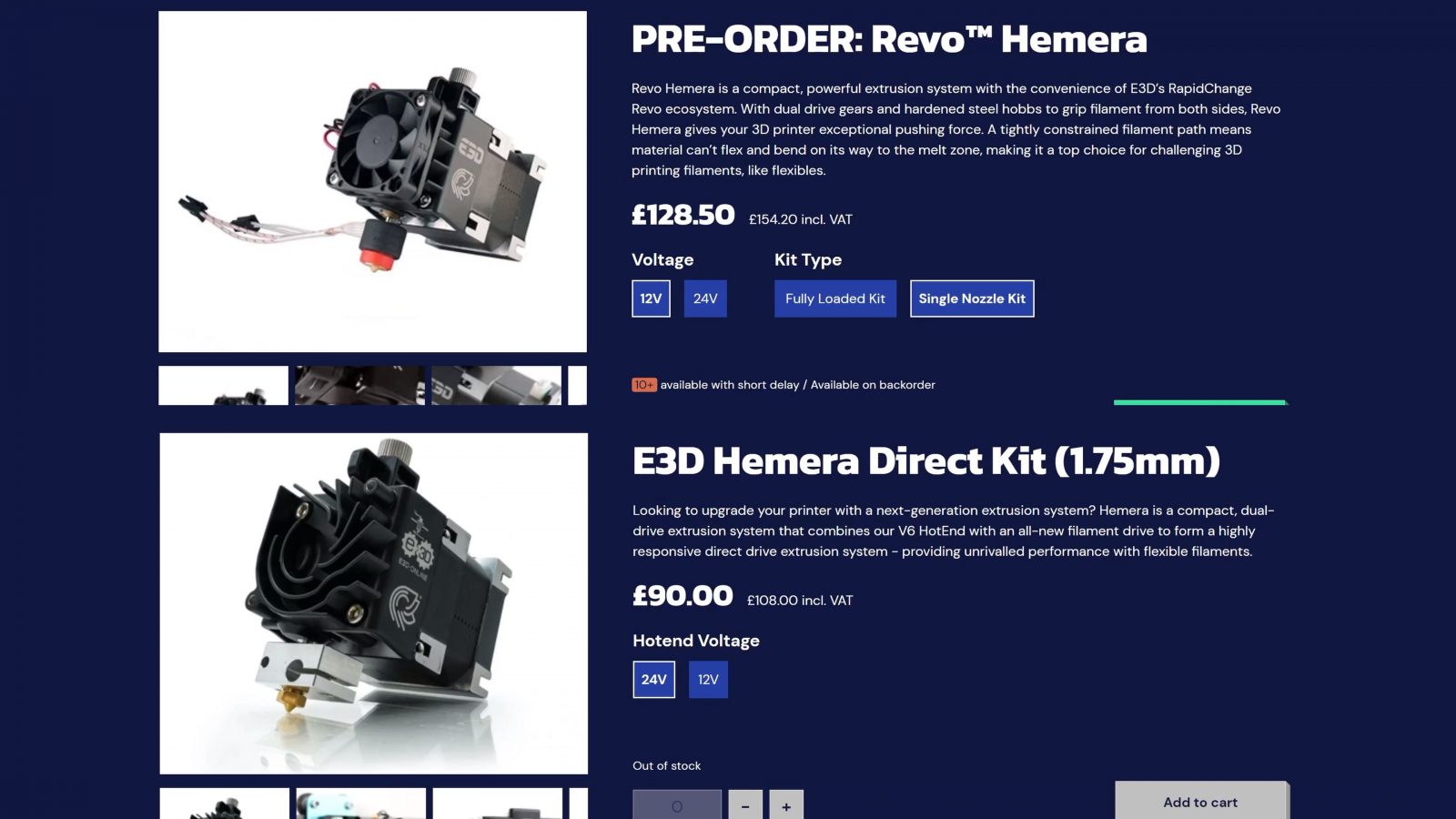
Then you get the Revo Mini heatsink, which is a lighter and smaller version that instead uses an M12x1.5 thread for mounting for example to the effectors of delta printers, there’s also a Revo Voron heatsink that has a couple of female threads in the top and of course, there’s also Revo Hemera, which is E3D’s extruder that has the heatsink for the hotend built-in. The Revo nozzlebreaks use the exact same thread pattern as the heatbreaks for Hemera, so you can mix-and-match parts between the ecosystems, the only difference is that the Revo heaters and Revo heatsinks have a little groove that lets a spring catch, and this keeps the heater pressed down when everything is assembled and holds it in place when you swap a nozzlebreak. I think that’s pretty well done!

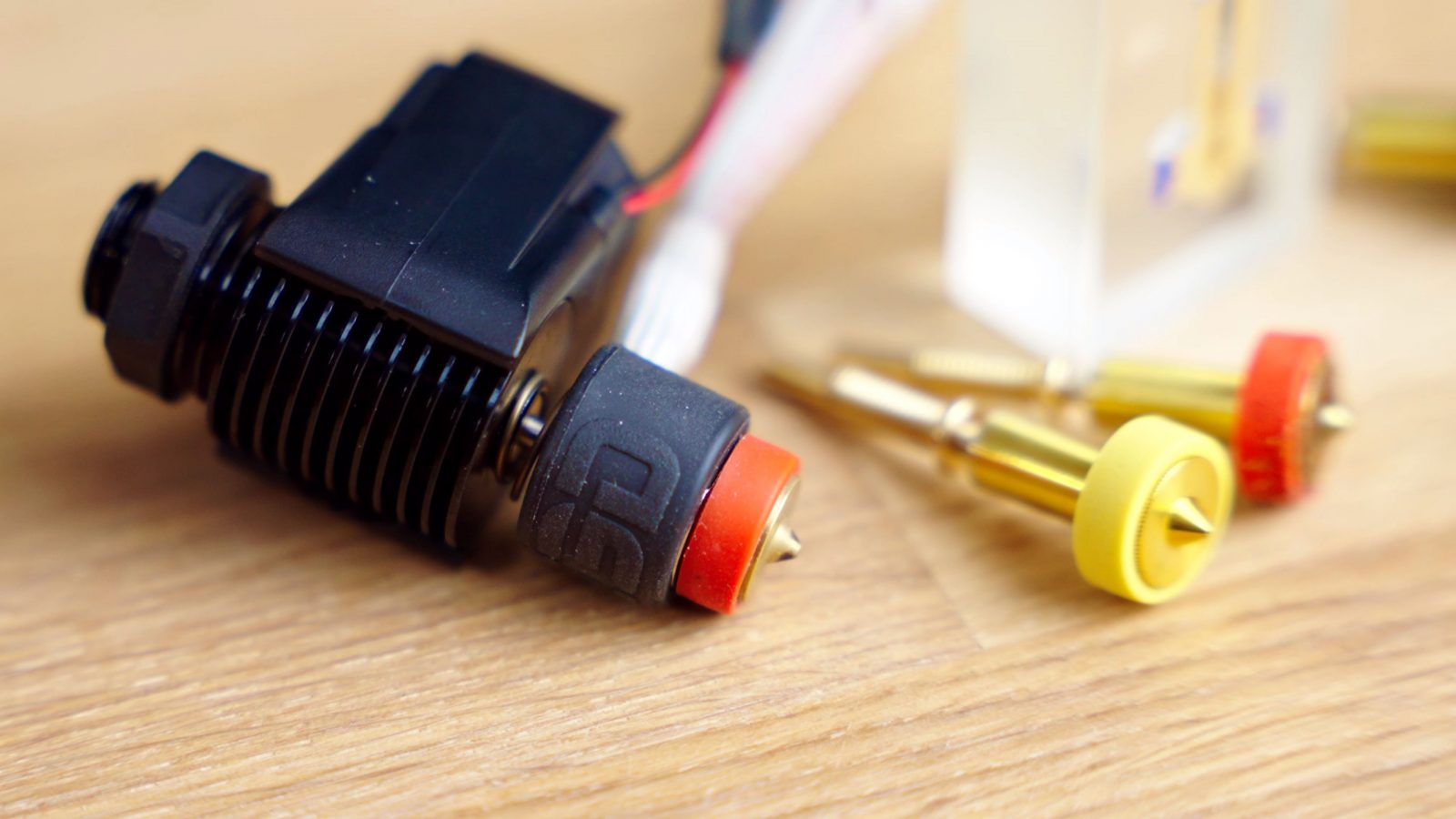
Quick-Swapping Nozzles
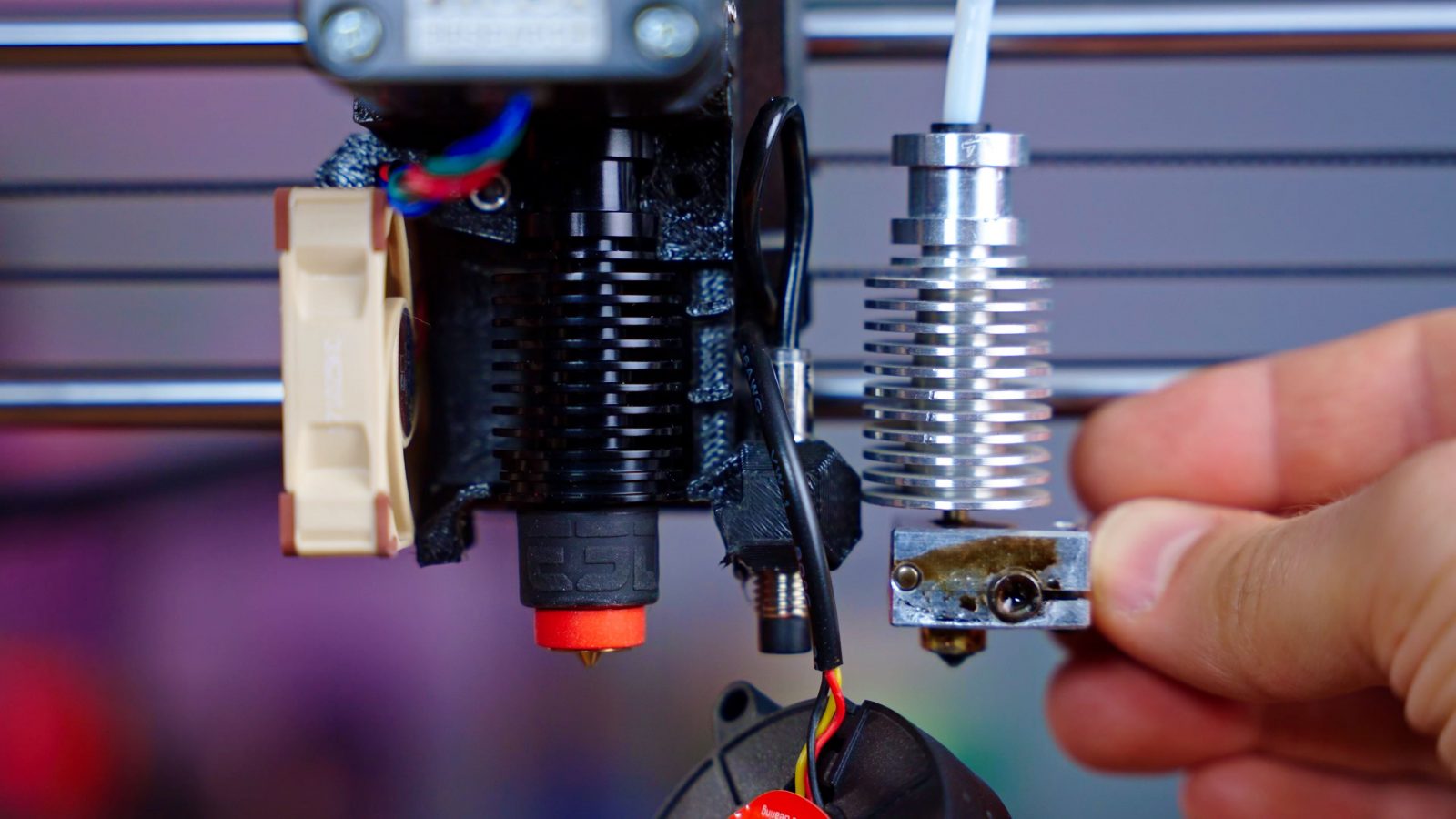
So let’s get started with, of course, the headlining feature, quick-swapping nozzles. There’s no hot-tightening anymore, you don’t need any tools, you just unscrew it with your fingers, and screw in the new one, right? Well, I wouldn’t blame you if you thought it was really that quick and easy, because one thing that’s being conveniently ignored everywhere is the filament that’s loaded up – and as long as that’s welded to the inside of the nozzlebreak, you can’t unscrew it. So you’ll first need to heat up the hotend at least to a point where you can cold pull the filament, and then, depending on how hot you got it, you might need to let it cool off again because even though the mini silicone socks do provide some insulation for when you grab the nozzle while it’s hot, there are large surfaces that have no insulation on them, so at that point it’s still quite easy to burn your fingertips. I timed myself futzing around with the v6 in the MK3 and even with having to grab extra tools, it took me pretty much exactly 2 minutes to swap the nozzle, plus the heat-up time. With Revo in the same constellation, it took me just 40 seconds, plus the time to heat up and remove the filament.
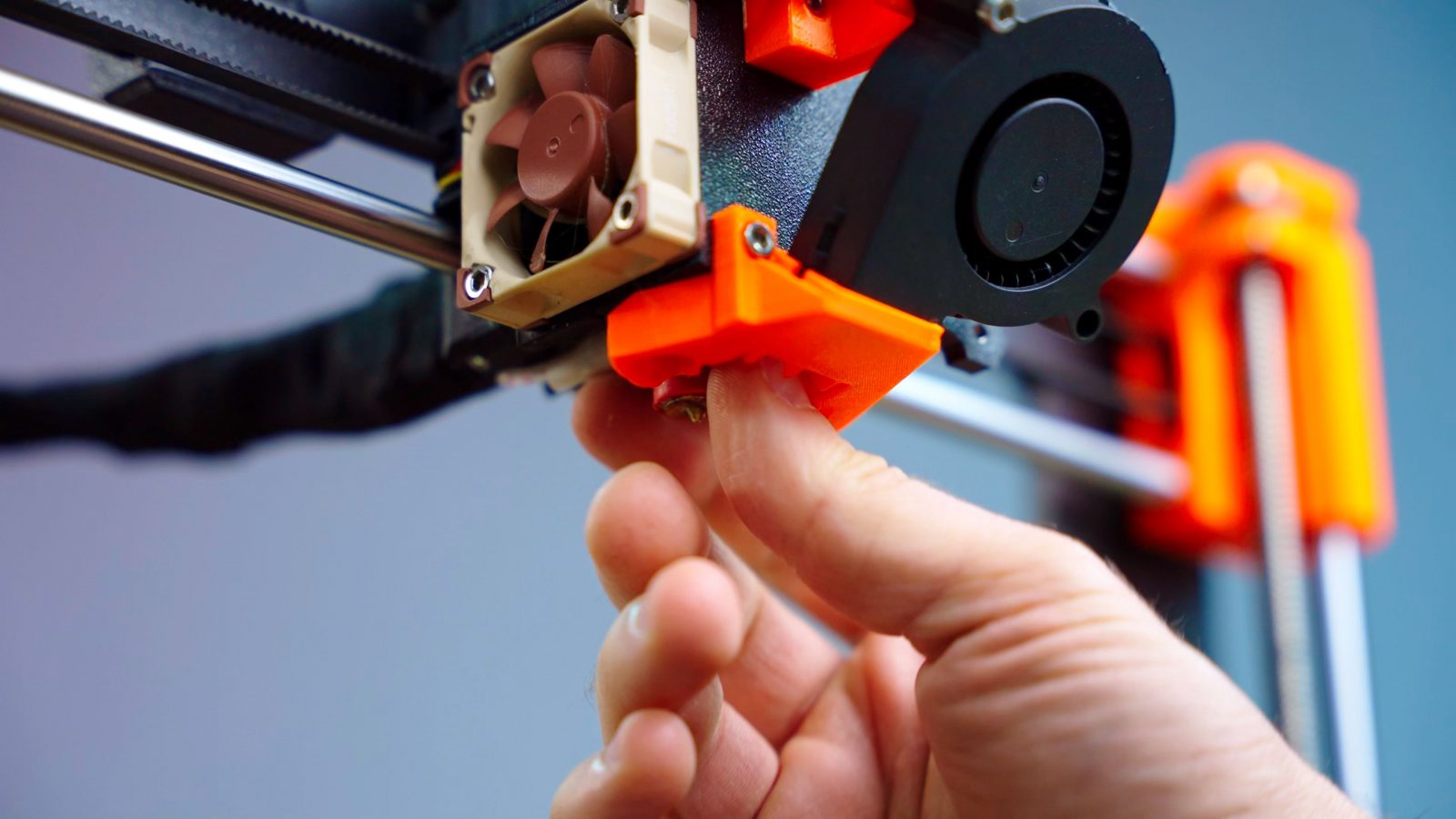
Because you need to use your fingers, the fan shroud is now actually getting in the way and slowing you down.
It is still faster than swapping a v6 nozzle, and yes, you don’t have to torque down the Revo nozzlebreaks to get a leak-free experience and you’re more likely to damage stuff on v6 in the process, but I think the speed of the nozzle-change is actually being hyped a bit too much for the comparatively little amount of “speed” you gain. After all, the Mosquito still handily beats both of these in nozzle change time, but to be fair, that is also a much more expensive hotend.
One thing that was pointed out to me on Twitter was how Revo changes accessibility of the hotend. A couple of things that I’m seeing that are changing: If you’re less dextrous with your bare fingers, you’ll probably still need to find a way to use tools to change the nozzle.


Peel off the silicone sock and grab it with needle-nose pliers, for example. The color-coding of nozzle sizes was pointed out to me as being helpful if you’re not great with visually discerning the amount of dots on a nozzle that was used to mark nozzle sizes with v6, but on the other hand, if you have a color vision deficiency, they might be hard to discern just by the color of the silicone ring. So the nozzles all have their size engraved under the silicone ring in plain numbers, too.

Overall, I think it’s good moves in the right direction and the changes make using and servicing Revo at least more convenient for lots of people.
Performance
Let’s move on to the performance of Revo, and I’m quite excited about what I found here.
So of course, the first step for me was just using the hotend for a while. I replaced the v6 variant that comes default on the MK3 with a Revo 6 and I’m happy to report that swapping them out is super easy, barely an inconvenience. You do need to make the wiring work for you and shorten the Teflon tube that creates the transition between the extruder body and the hotend heatsink, but other than that, it just works. If you want, you can run a PID tune, but even with the default settings for v6, temperatures on Revo were nice and stable for me.
Because the heater is actually less bulky than v6, you’re not going to run into clearance issues with the fan shroud or any other bits, and because the length of Revo 6 is designed to be identical to v6, you don’t need any drastic adjustments with the bed leveling sensor, just run a nozzle offset cycle and you’re good to go.

I printed a bunch of test parts with the exact same gcode on v6 and Revo, and they both look great, no surprises there. There is maybe a bit less stringing on Revo, but one thing I noticed while removing the v6 was that the Teflon filament guide was already well worn out, so having replaced that with a fresh one could easily explain the stringing improvements, too.

I printed parts in Prusament PLA, PETG and PC blend, and both hotends easily managed them and had no problem getting up to and maintaining temperature even for the polycarbonate blend, which prints at 275°C. I also kept on using Revo for just regular printing, and all the profiles I tried in PrusaSlicer that are tuned for v6 for different nozzle sizes and different materials work perfectly for Revo as well. So overall swapping to Revo has just been a super smooth and hiccup-free experience.
But honestly, you kind of have to expect that it prints well at this point, right? E3D wouldn’t release a hotend that is worse than its eight-year-old predecessor at the one thing it’s supposed to do. So of course, I set up a couple of tests to – somewhat – objectively measure the performance of Revo and v6, and I may have gone a bit overboard. But you know how it is when you start going “just one more test”!
Extrusion Force
The first thing I wanted to look into was extrusion force – how hard does the extruder have to push filament at a certain feedrate to get it through the hotend? What this tells us, to an extent, is how good the hotend is at melting the filament before it has to squeeze through the constrictive nozzle. Less force at the same speed means the filament is “more molten” and better heated as it comes out the nozzle. Kinda.
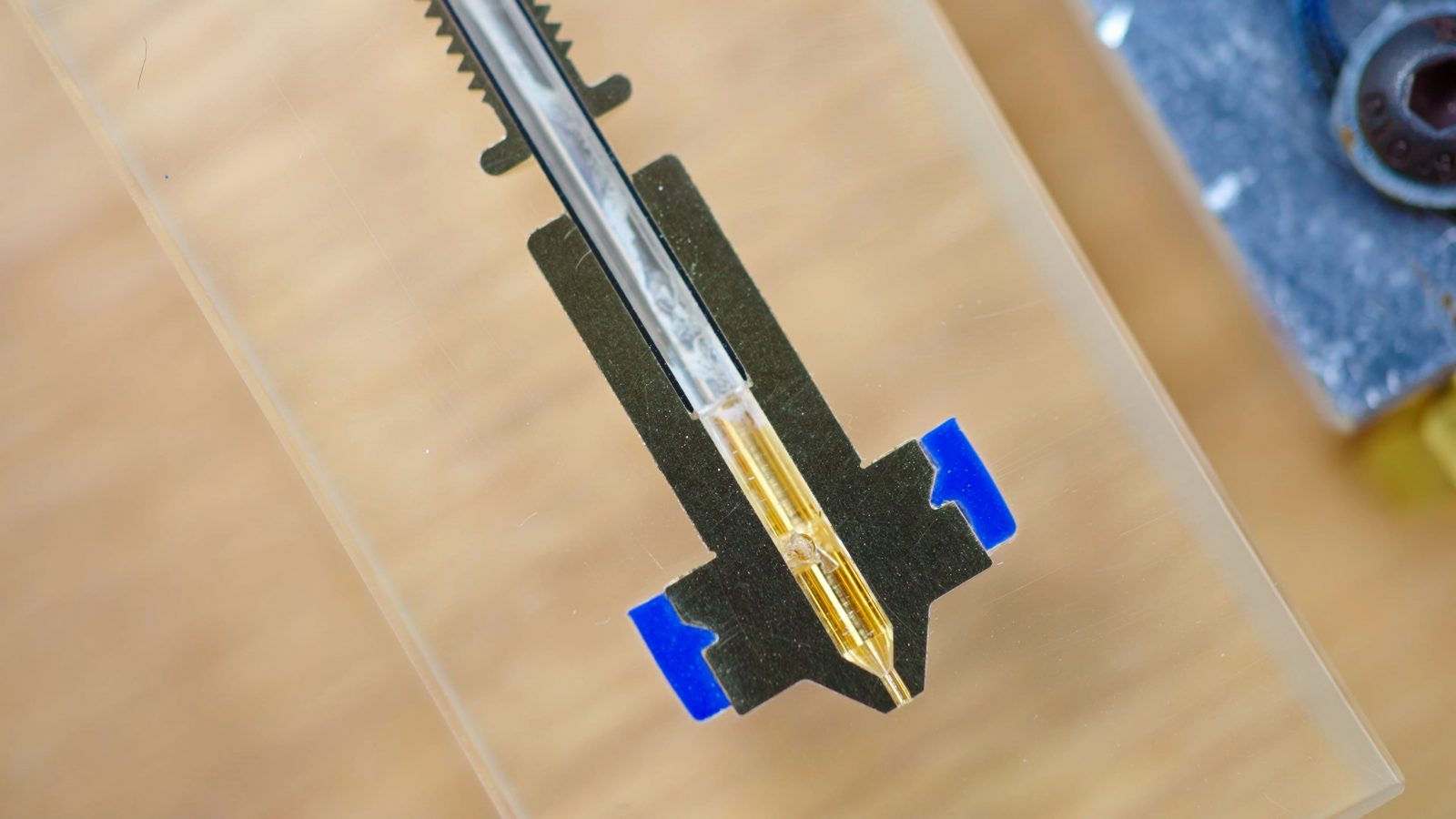
For this, I built a quick test rig that has a 3D printer mainboard running Marlin 2.0, a trademark-infringing E3D extruder and a mount for a hotend that sits on a regular kitchen scale. Because I’m taking out the actual Bowden couplers, the hotend is free to move up and down and any force of the filament pushing into it will be registered by the scale.

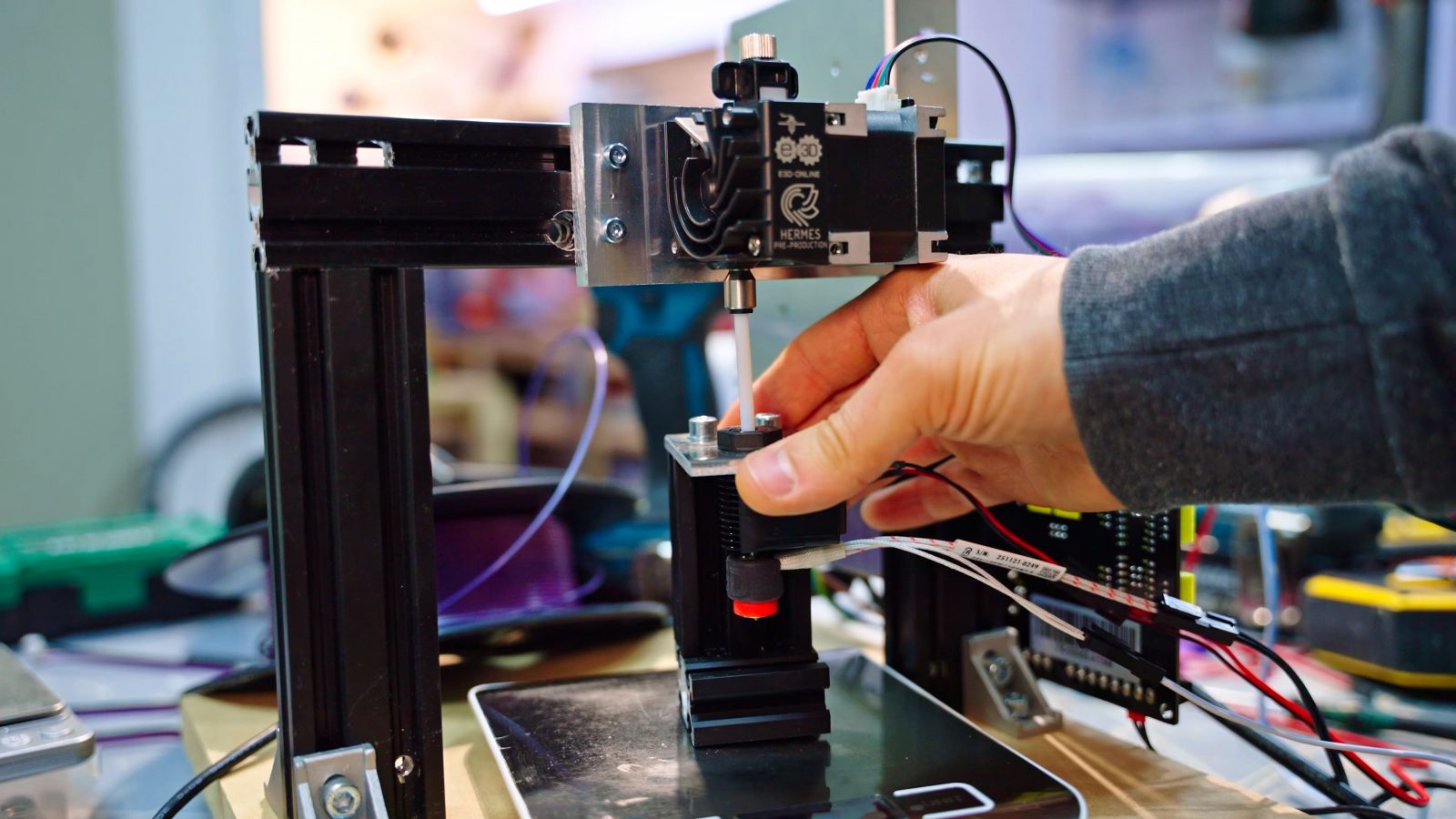
Yes, I know, I could have used loadcells and stuff, but this actually works really well and is super visual to show you – it’s just a bit more effort for me to use than if it was totally automated.
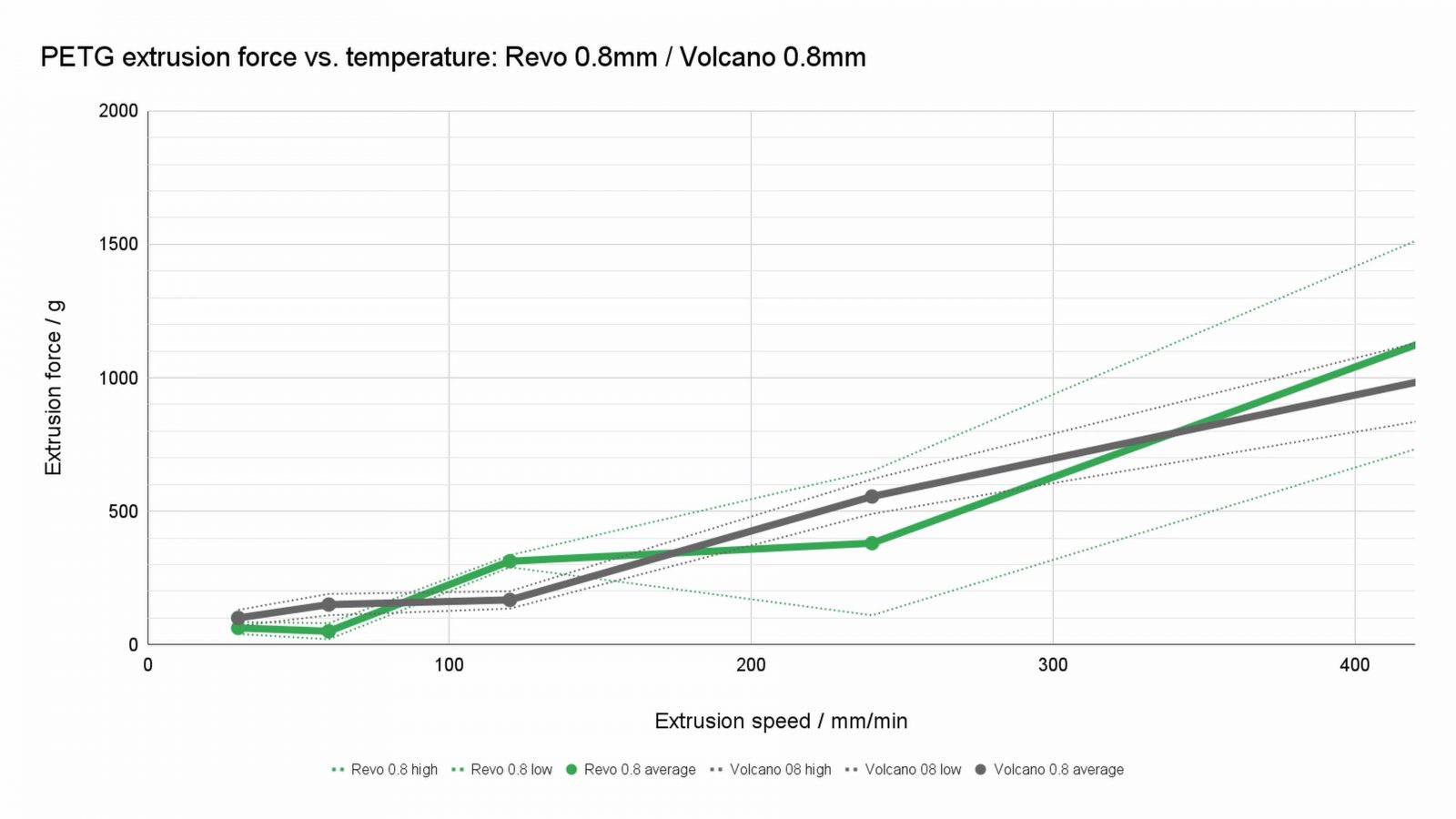
I did all these tests with DAS FILAMENT PLA and PETG, and in the charts in red we’ve got the 0.4mm Revo pitted against a 0.4mm v6, and, in green, the 0.8mm Revo against a 0.8mm Volcano.
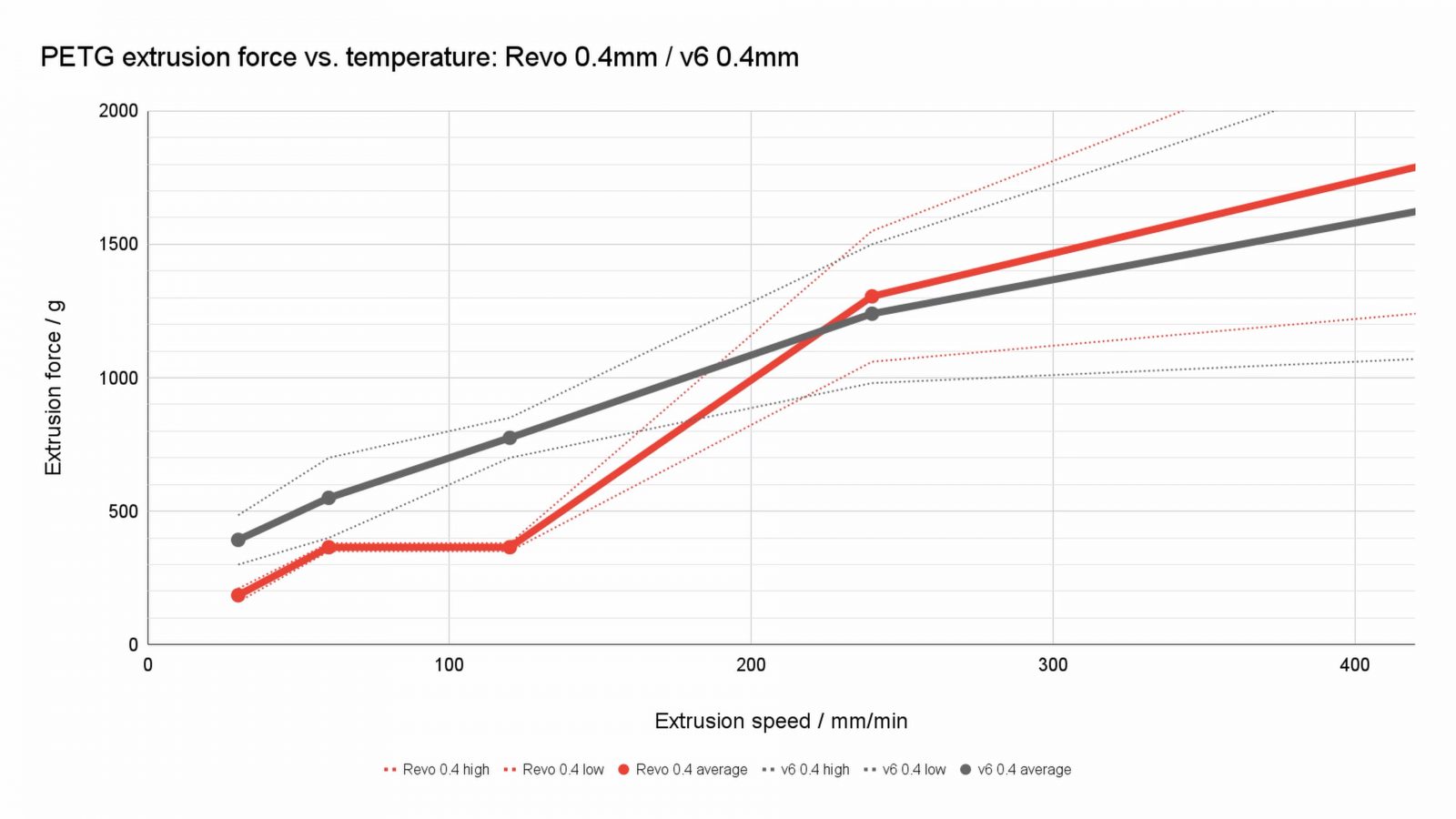
First up, extrusion force at different temperatures – done at about 5mm³ per second, which is the speed that the MK3 lays down filament when it’s doing infill at its default “Quality” print setting. And, first of all, I found it really surprising that there is such a huge jump in the extrusion force if you print just 20°C under the normal print temperature, and vice-versa, how much the extrusion force drops when you crank the hotend temperature higher than what you’d usually use.
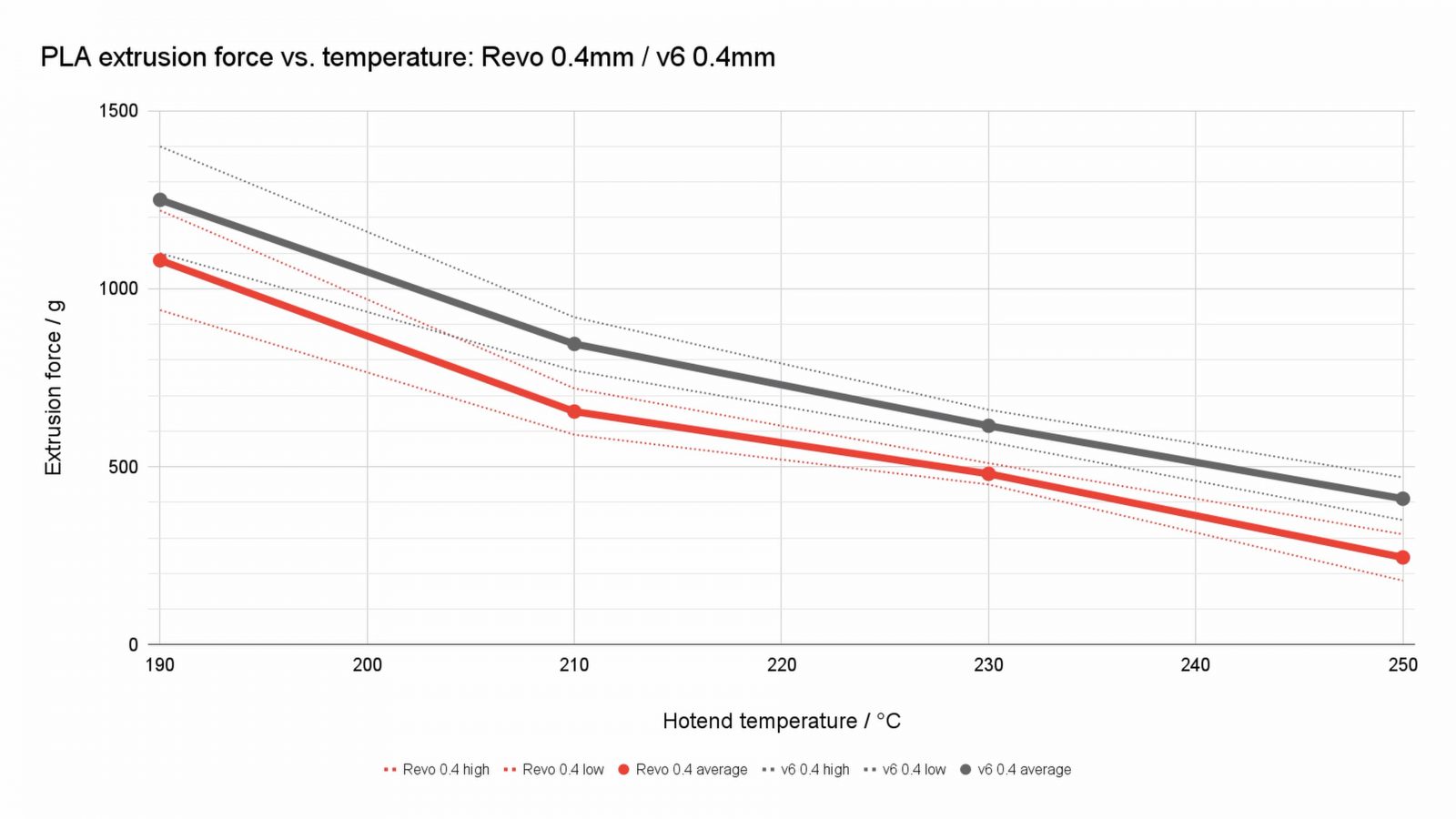
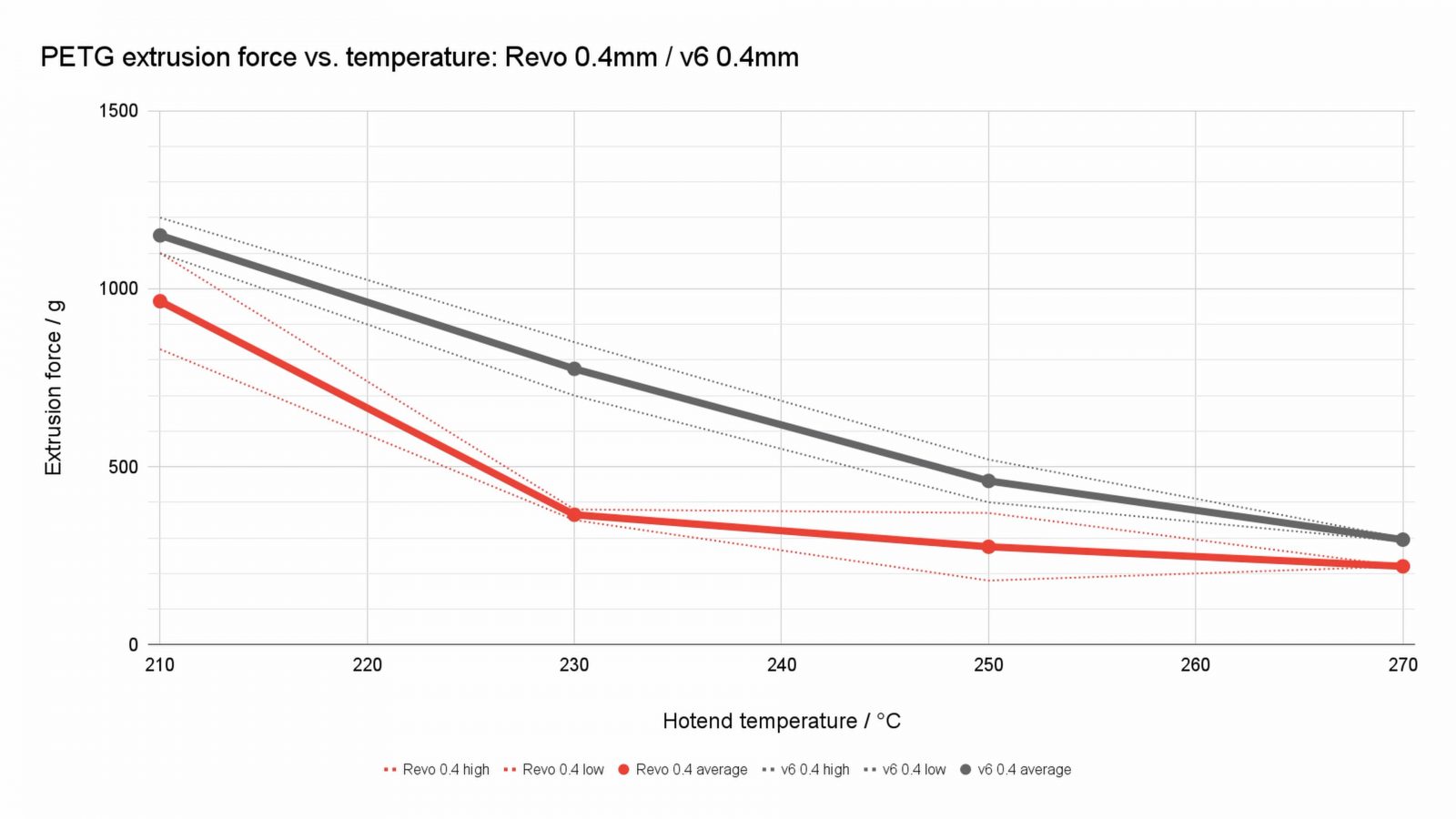
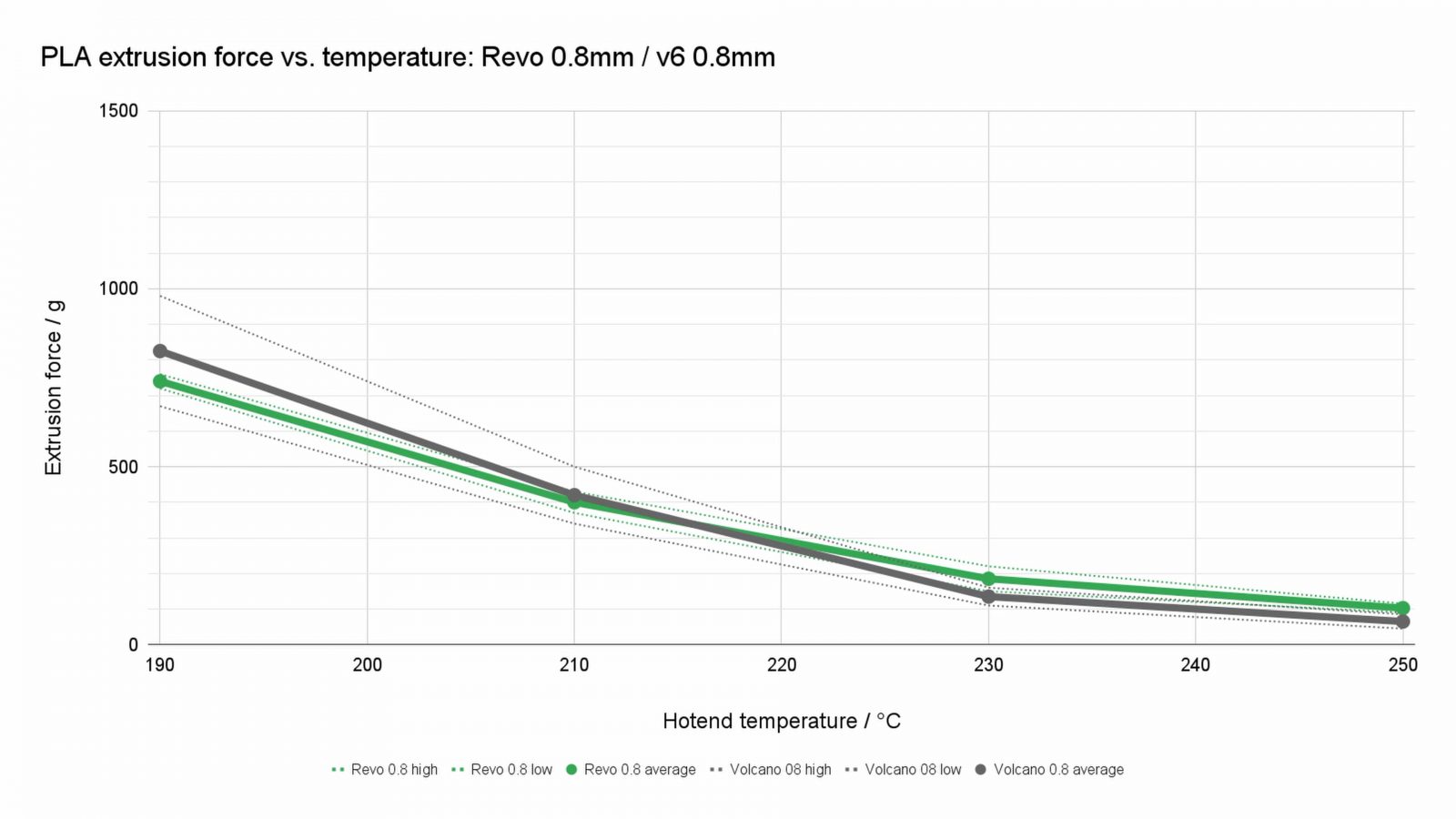
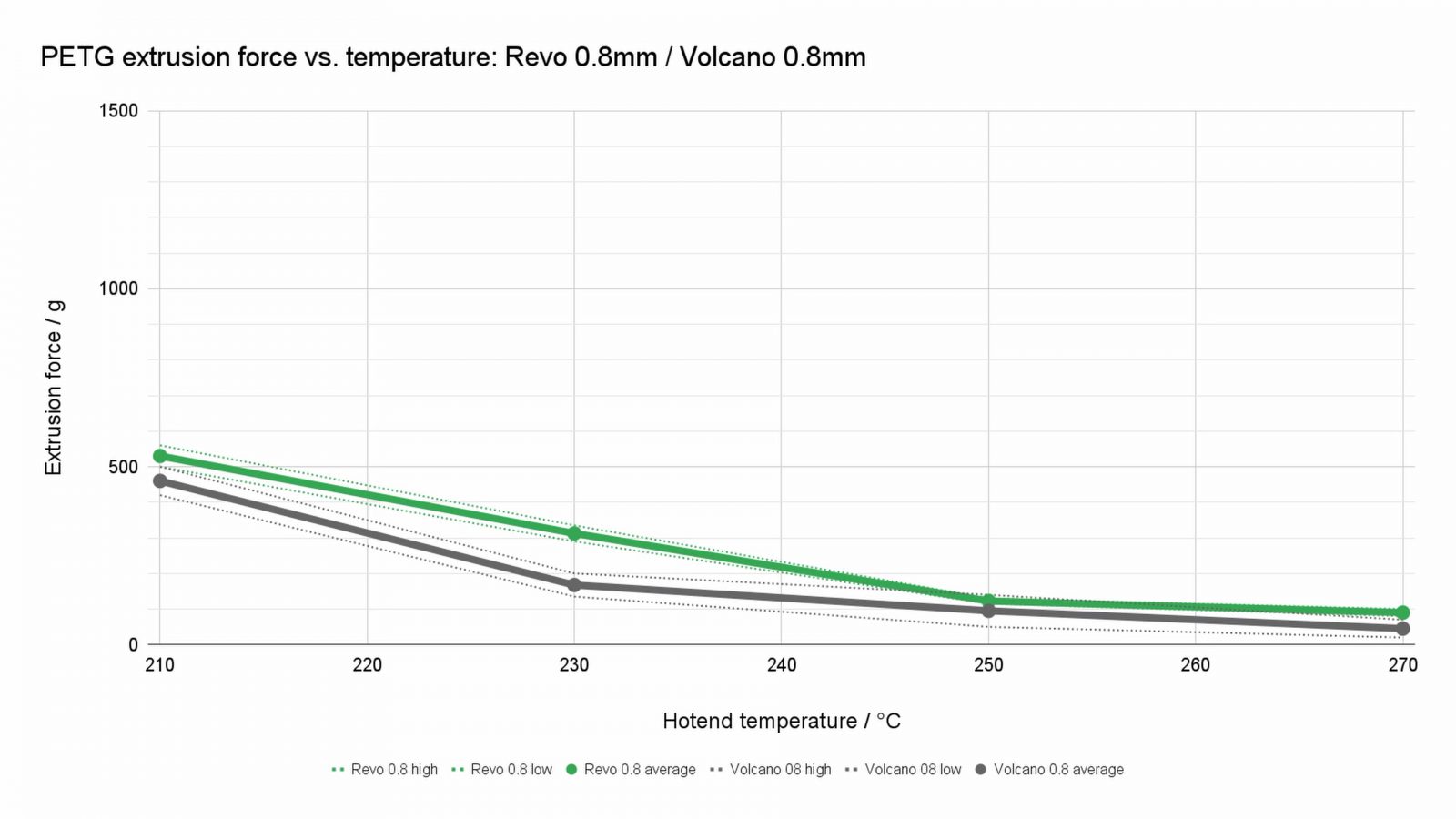
But what really shocked me was that all the 0.4mm Revo tests did have significantly lower extrusion force requirements than the v6 and, in this case at least with PLA, Revo is basically trading blows with the Volcano when you’re using a 0.8mm nozzle.
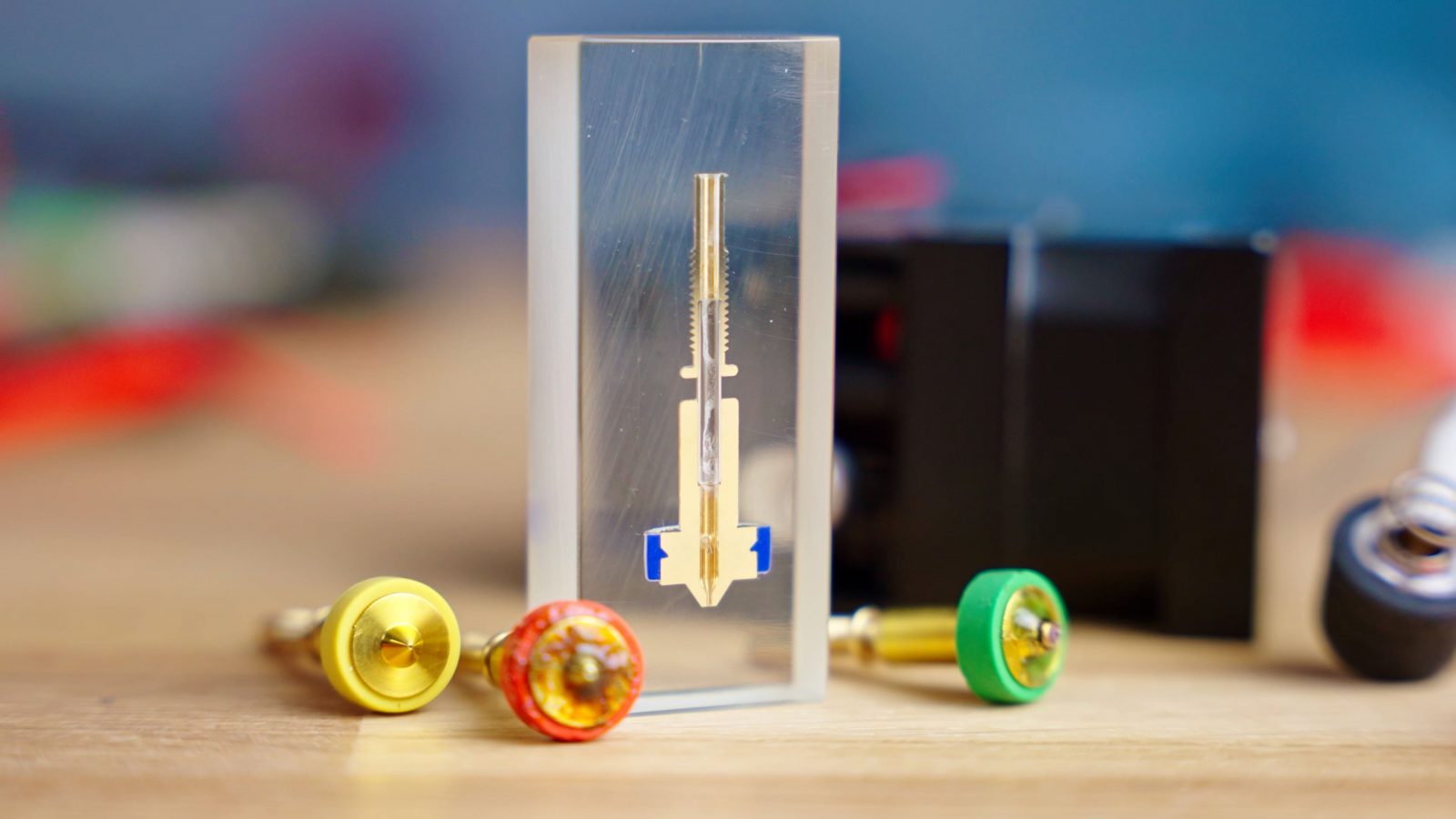
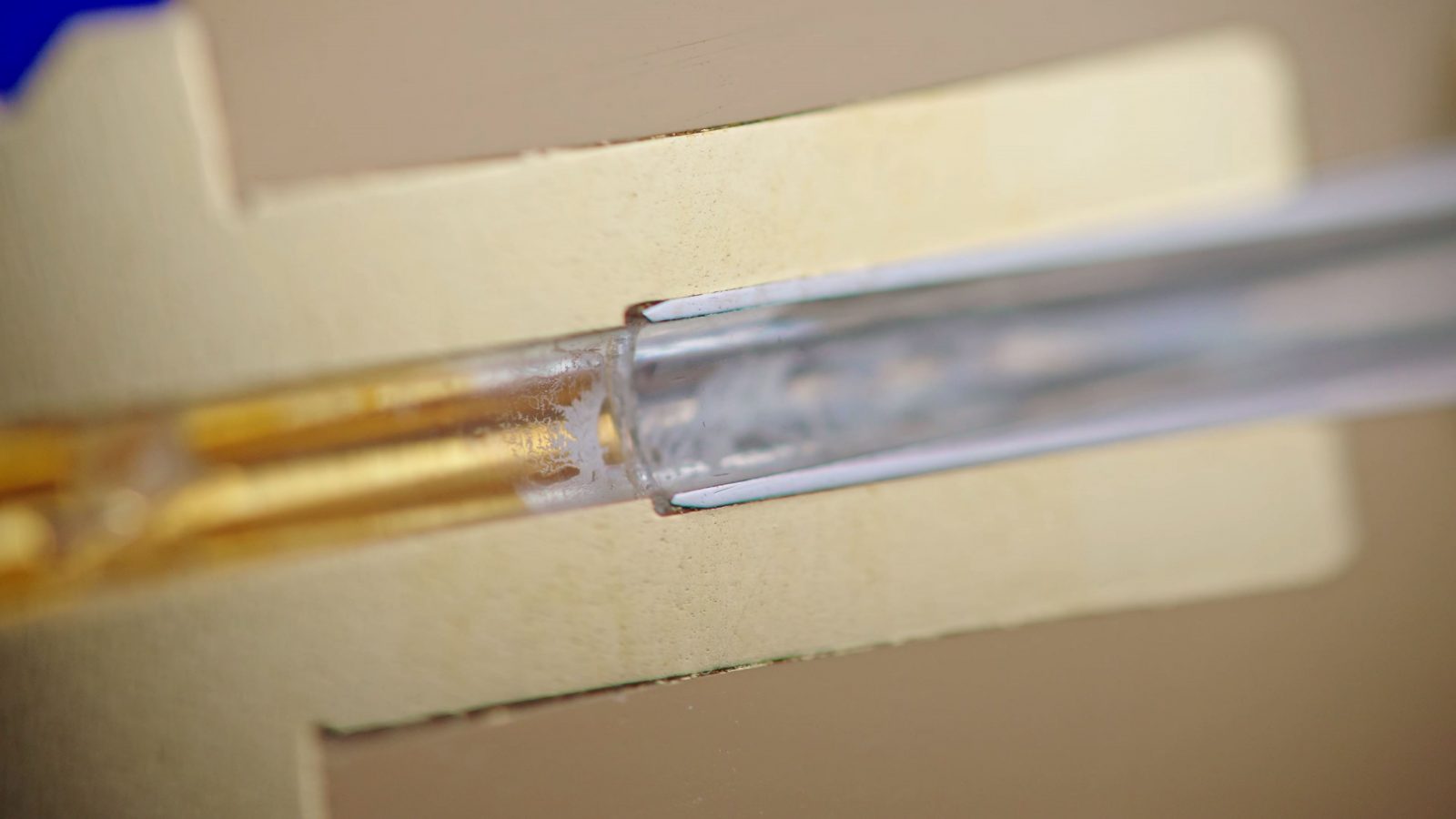
Now, this might sound counterintuitive – after all, Revo and v6 have a meltzone that is practically the same length and the one on Volcano is actually significantly longer than on either of those hotends. But when we compare the cutaway I made of Revo and a v6, I think it all starts making a bit more sense. On v6, almost half of the contact area between the filament and the heater block is the stainless steel section that’s part of the heatbreak. Stainless steel is a fairly poor conductor of heat, so when you’ve got filament actually flowing through the nozzle, most of the energy is going to be transferred into the filament in the area where it’s touching the brass of the nozzle. So because the stainless steel section in the Revo’s meltzone is only a thin-walled tube, it has much less of an insulating effect and can contribute more to the overall heating performance of the hotend.
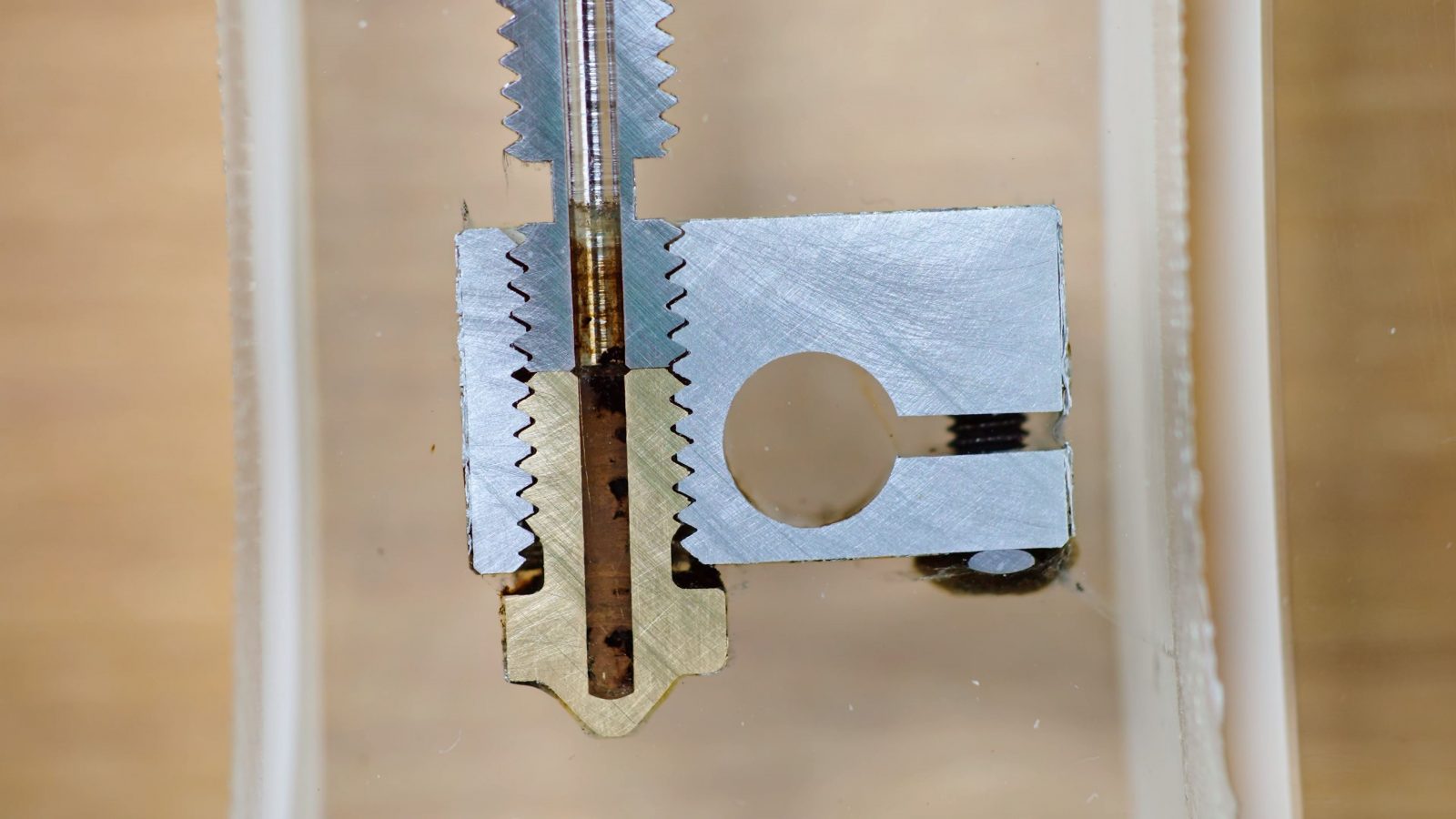
There could also be other effects, like different surface finishes between Revo and v6 or even the fact that half-molten filament in the stainless steel section on v6 and Volcano might have higher drag against the surface – I don’t know for sure, but look, the results are what they are. Revo is a system that requires much less effort from the extruder than v6. By the way, don’t mind this massive gap in the way the stainless tube is pressed in, E3D sent out these faulty nozzle kits to reviewers – they print just fine, but they’re longer than they should be, so after swapping with a correctly assembled 0.4mm nozzle, I always had to readjust my nozzle offset. This should be fixed for retail nozzles, but it probably doesn’t hurt to double-check that your Revo nozzles are, in fact, the correct length.


So back to melting performance – I did a bunch more tests to verify this, not just looking at different temperatures, but this time at different flow rates, and the results are the same. Revo consistently has 10 to 15% lower extrusion force requirements than a v6 with the same 0.4mm nozzle size and it’s basically on par with Volcano when using a 0.8mm one. Bravo!
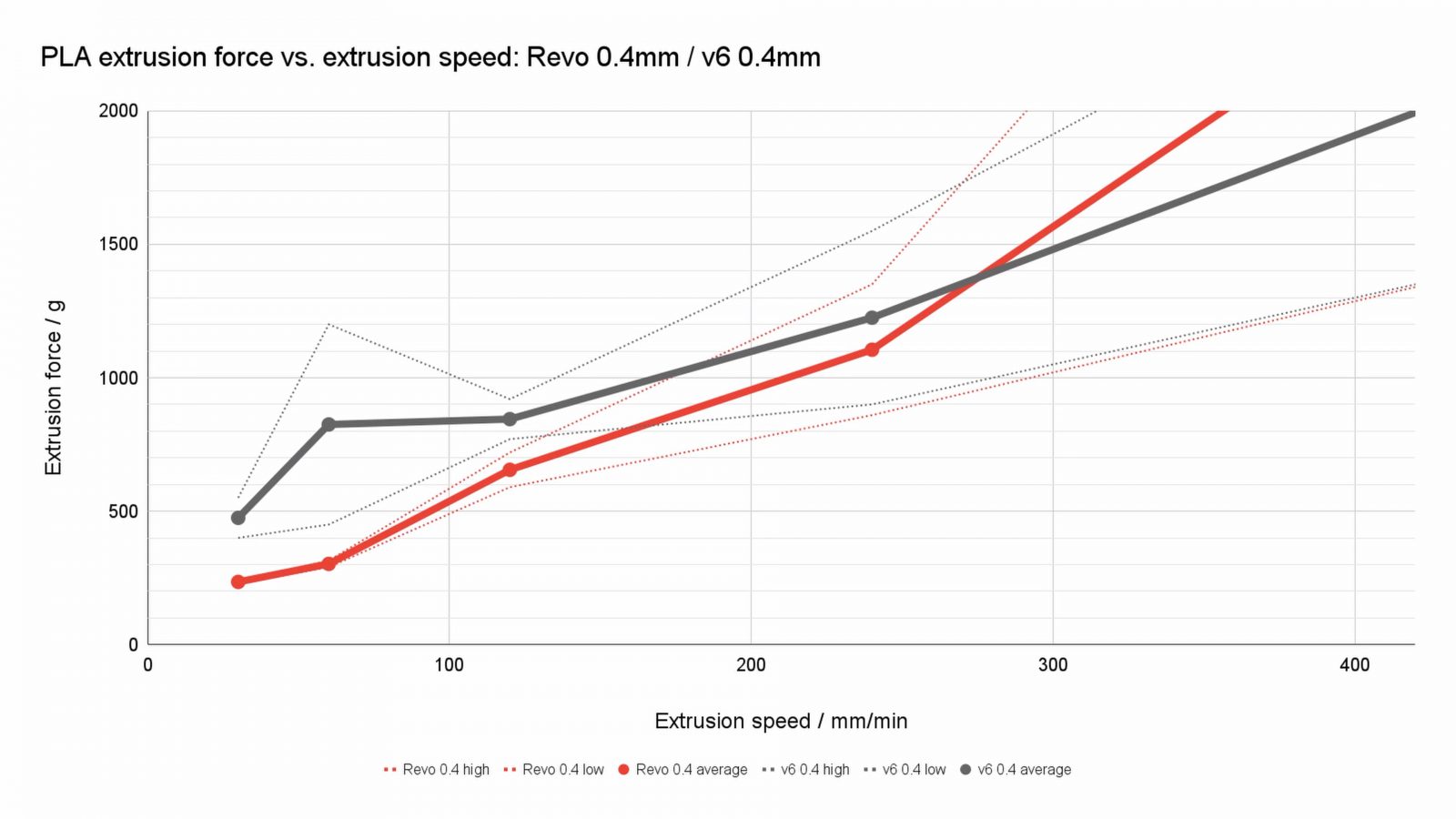
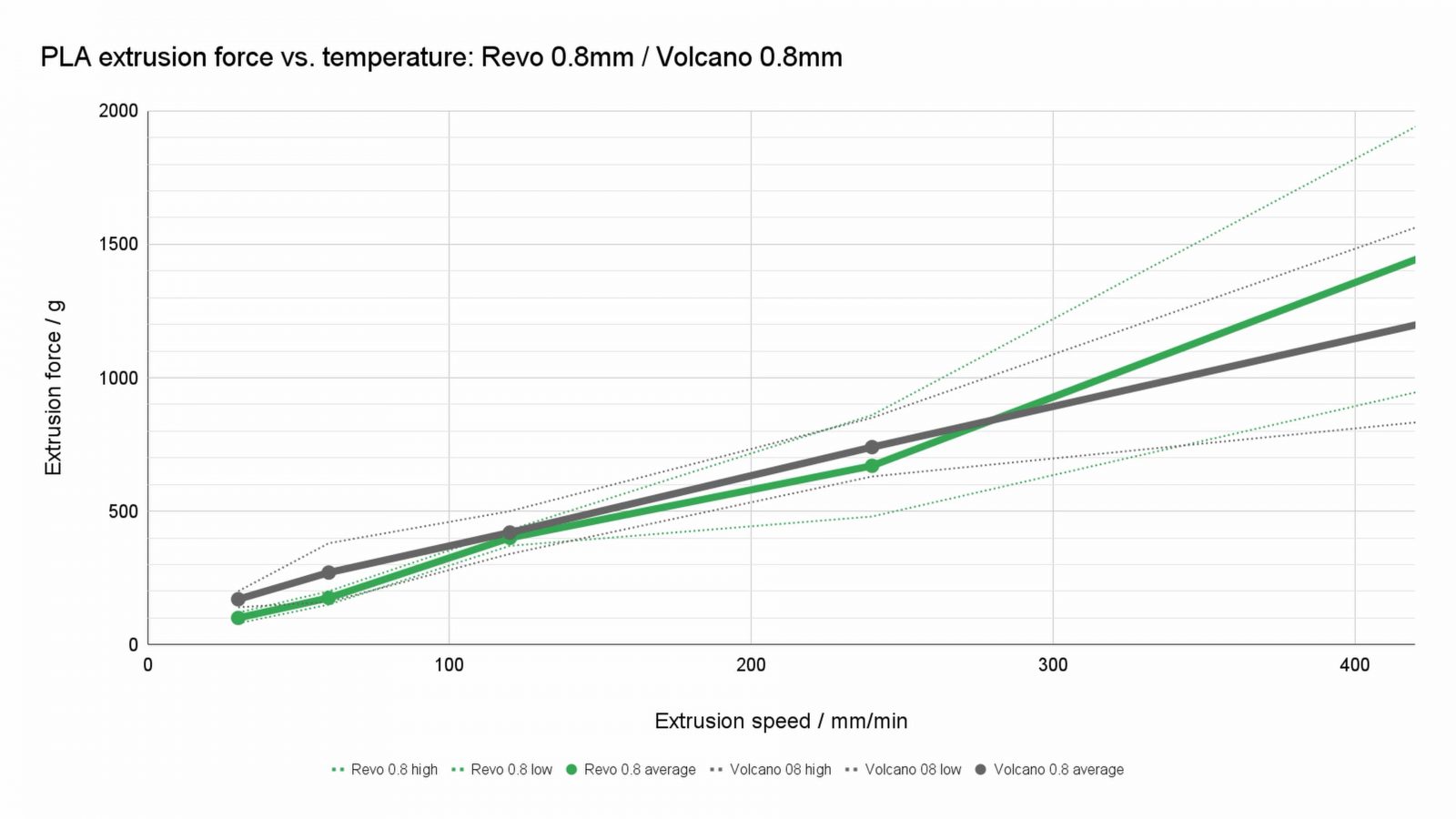
This is what I’m talking about when I’m saying I’m more excited about the performance upgrades than the quick-swap feature. You’re now getting Volcano-level meltage as your new default.
The Heater
One of the other big new details of Revo, of course, is the new heater core that is now copper with an embedded thermistor and a ceramic-based heater element that, supposedly, is self-regulating to prevent catastrophic meltdown events. So as the heater gets warmer, the heating power drops, which should give you a faster heat-up while it’s still cold, but also a strong cutoff at high temperatures.
So first, I wanted to know how much faster Revo was actually heating, and the problem here is that, sure you can go by what the thermistor is reading and your printer is telling you, but because the thermistor is much more closely coupled to the heater in Revo, vs. there being an aluminum block between them in v6, Revo will actually overreport the temperature during heatup – Stefan from CNC kitchen has done some detailed tests there, and I recommend checking out his video for another take on Revo. So what I decided to do was just to go by similar means as I did with my soldering stations review – and that is going by some relevant real-world measurable stuff. So two things I can measure is first of all – how long after starting to heat can I do a cold pull with Nylon, so how fast does it get the filament up to temperature for that, and second of all, how long until the filament can start flowing out of the nozzle. First one first, the cold pull, that one’s simple, v6 took 29s until the filament came out, Revo took 19s. Keep in mind surface finish and stuff might also play into these times. But that’s what it is, Revo was about a third faster than v6.
For measuring the time until stuff starts flowing through the hotend, I filled the hotend with PLA, let it cool off to 30°C, and then pre-tensioned the extruder to 1kg of pushing force while everything was still cold. I then started heating and measured the time until the filament had flowed through the hotend enough to reduce that force to 414g. And there’s not that much of a difference this time, v6 took 31s, Revo took 26s, so I guess once you factor in that the filament itself also needs to be heated thoroughly for it to flow, and plastics are quite bad at conducting heat, that, most likely, will still be a major limiting factor for heatup times. Not that it actually matters all that much, because in either case, you’ll be waiting for a heated bed to get up to temperature anyway.
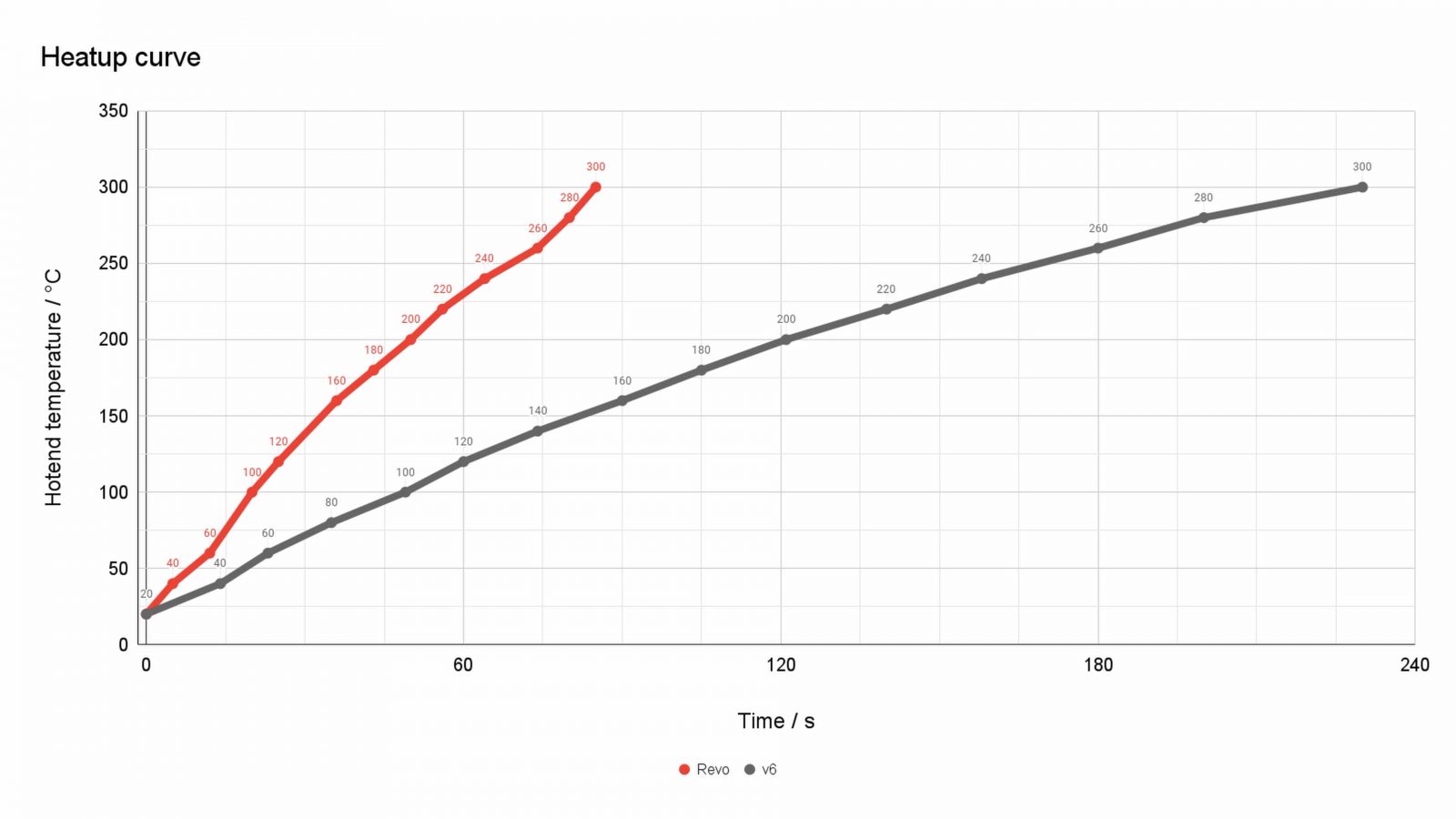
So what about that overheating protection? My first attempt was to just disable the temperature limits in firmware and set the temperature to something ridiculous like 500°C – but, as it turns out, Marlin will only read the thermistor up to 300°C, because that’s its rated temperature range. But still, Revo shoots up to those 300°C in just under one and a half minutes, while v6 with the standard 30W heater takes almost 4 minutes to get to that point.

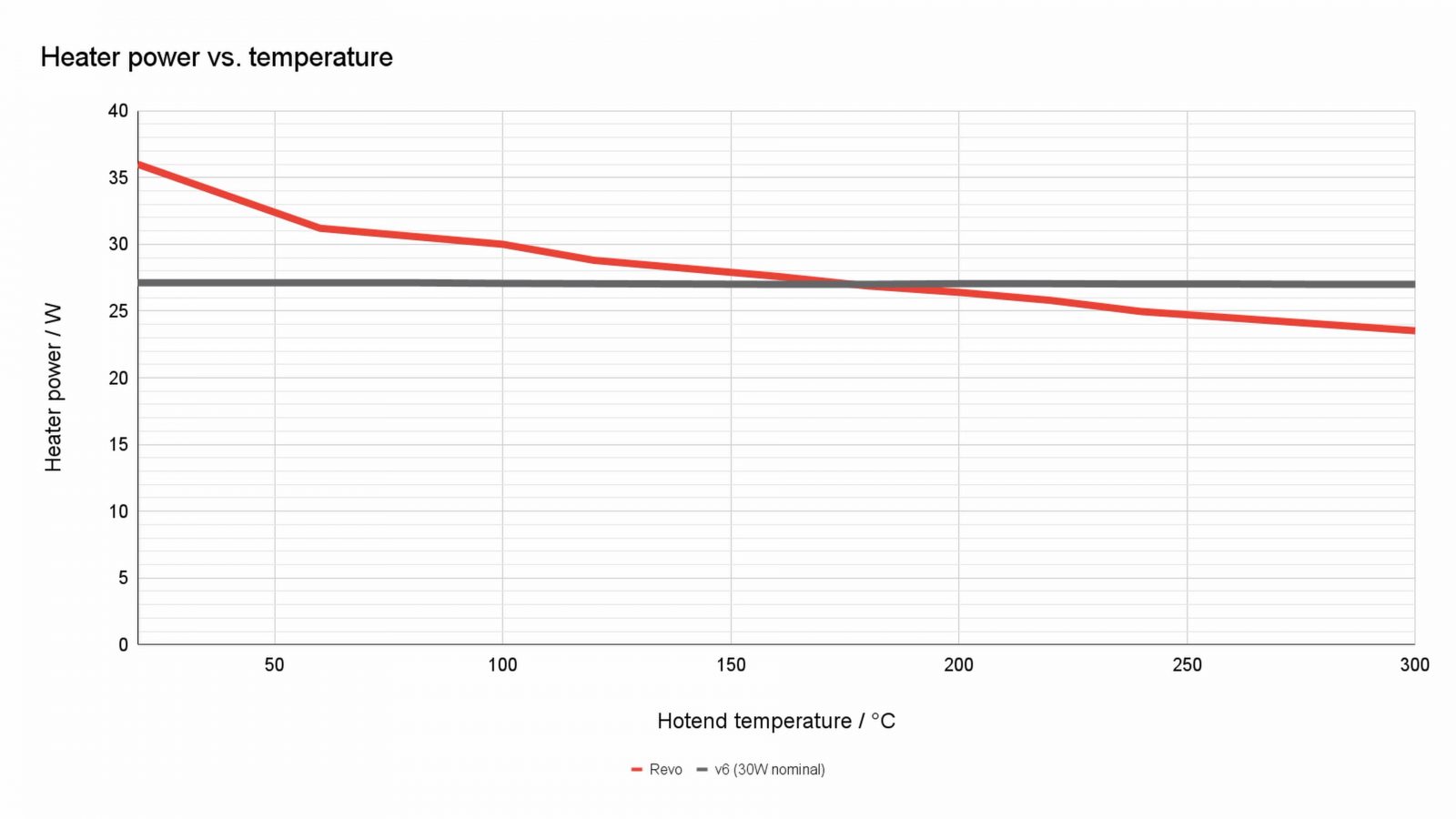
But if we look at what amount of power each heater is pulling at any time, Revo starts out at 36W and is already down to just 25W at 250°C and finally 23.5W at 300°C, while the heater in v6 was drawing a rock-steady 27W all the way through.
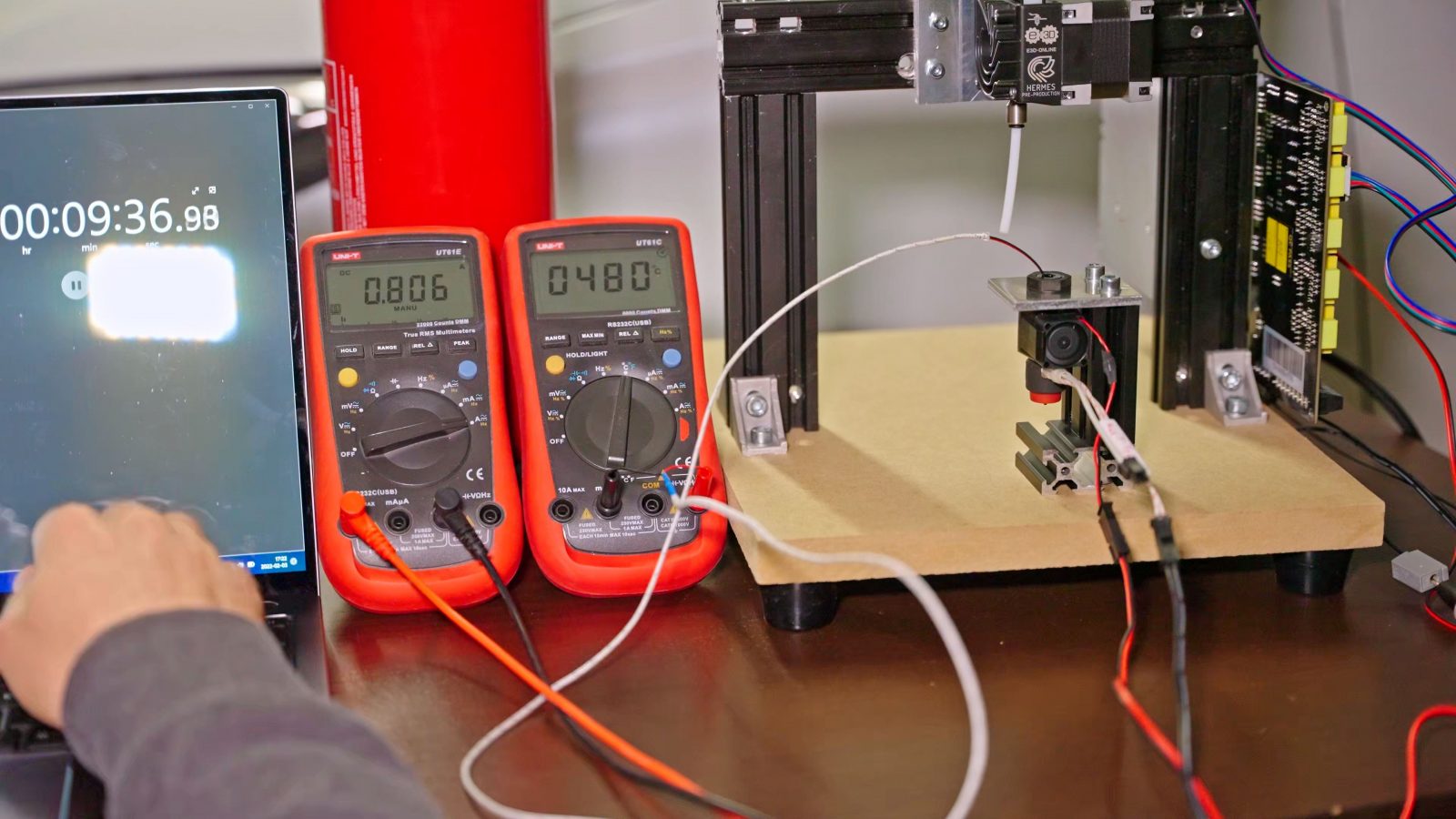
But I still wanted to know what would happen past that 300 °C, so I grabbed a thermocouple, dropped that into the nozzle, connected the heater directly to the 24V supply and took the entire thing outside into the garage because I had no idea what sorts of fumes these hotends would start giving off once they reached critical temperature.

I logged temperature and current every 10 seconds and here’s what we got: Revo heats up much faster, but after 8 or 9 minutes it has basically reached steady state. Keep in mind, steady state in this case is 480°C, which is well past the autoignition temperature of the common plastics we print with – in this case, it’s not very likely to actually cause a larger fire, because that heat is contained to just the hotend, but it’s still a concerningly high temperature and I wouldn’t trust the self-regulation effect of the Revo heater to be the only thing keeping a printer from burning down.

Now, v6 was heating much more slowly, it’s got a larger heater block and more surface area to dissipate that heat away again, and because it was still rising in temperature at the 10-minute mark, I let it go 15 minutes total, but even then, obviously, it was still rising – and still drawing the exact same current it did at room temperature. But even an open-loop heating system like this follows a limited growth curve and doing a quick geometric approximation of the exponential function this is based on, I’m pretty confident that the ultimate temperature of this v6 is between 460 and 470°C.
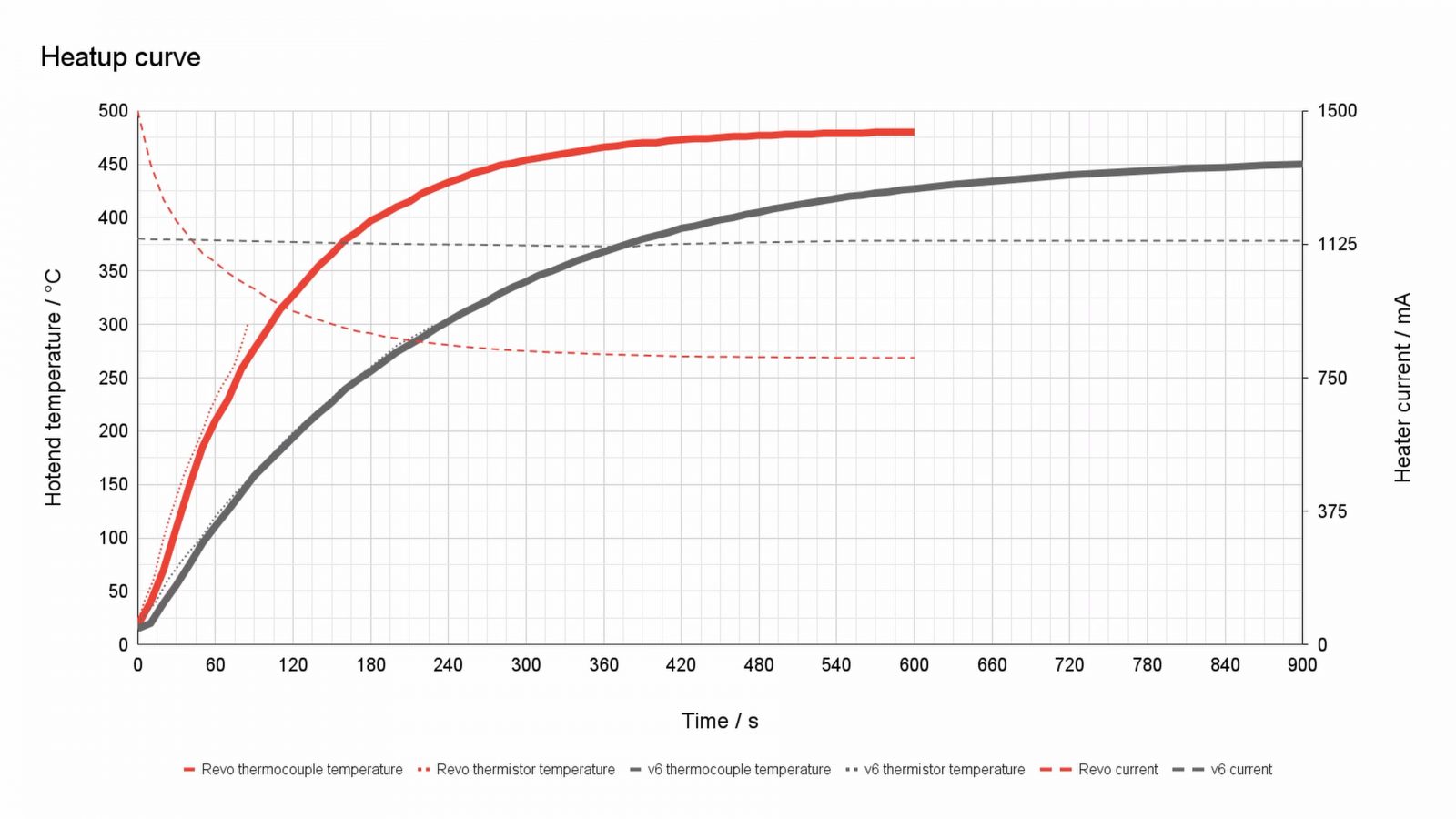
Add in the fact that the garage was pretty cold, and at normal room temperature you’d get basically the same 480°C with Revo or a 30W v6. Just for reference, that would mean a 40W v6 would likely get to about 630°C. Ouch.
So what do we get? A new hotend with more flexible form factors, significantly better performance, that’s easier to use, too? Yeah, exactly! But there are a couple of tradeoffs you’re going to have to make.
Price
The first one is price, and this one has three individual aspects to it.
Yes, every Revo hotend is more expensive than the v6 equivalent. That’s kind of expected. But, second of all, because everything more tightly integrated now, replacement parts are also significantly more expensive – you wear out a nozzle, well, you’re throwing away the heatbreak, too, and you’ll getting a new nozzlebreak at over four times the cost, and vice-versa, crash the hotend, bend the heatbreak, the nozzle needs to go, too, because it’s now one and the same part.

On the upside, it is much easier to actually swap one and it’s something you can actually have people like teachers or other inexperienced 3D printer operators do without potentially ruining the hotend, so I guess that makes it cheaper overall again?
It’s similar with parts like the thermistor and heater cartridge now being fused together instead of being individually serviceable parts, honestly, in this case, I don’t think that is a problem at all, you really have to abuse those parts to break them. I’ve not broken a thermistor in a long time and the Revo heater with the new strain relief should be basically indestructible now.
Patent and Conclusion
And third, E3D now have this system on lockdown. So with v5, v6 and every hotend that is mildly compatible with it, you can just go on Aliexpress and buy a 10-pack of nozzles for 3 bucks. Those aren’t particularly good, but on the other end of the spectrum, you’re also able to buy Microswiss nozzles, Ruby, Bondech CHT, pointy ones with airbrush nozzles adapted in, you can even use the ones from their competitor Slice Engineering if you so desire. These all have that same, simple M6 thread that anyone can make nozzles for, and in fact, anyone could make any component of the hotend. You weren’t allowed to call it E3D, that’s fair, but you can make and sell them. With Revo, the only part that anyone can make without E3D’s approval is heatsinks, that’s it.
Because as I understand it, everything below the heatsink is pretty tightly protected by E3D with patents or design patents, they’ve only published one European design patent so far, which can potentially stay valid for a total of 25 years, but I’m sure there are plenty more that are already registered, and, you know, I just don’t think we’ll see the same sprawling ecosystem of innovation and creative use of the parts as we did with v6. I mean, even at launch right now, literally, the only nozzles you can get are the four different sizes in brass. Sure, these are excellent parts, they’re super well made and they’re totally fine for 99% of use cases, but as of right now, there isn’t even an option for printing abrasive filament yet, like glow-in-the-dark or the various fiber-reinforced ones. E3D is working on a nozzle like that with the ObXidian, but that’s definitely going to be a more premium option than the basic v6 hardened steel one that you can grab for 12.50GBP.
Look, Revo is a fantastically engineered hotend system and as I’ve shown, it performs really well, too. It’s just that this isn’t v7, this isn’t a successor to v6, it’s a new, closed-off ecosystem, it’s an Apple-esque walled garden that E3D 100% controls and you’re dependent on the parts they allow you to have at the prices they’re willing to sell them to you for. I’m not happy with the way that the RepRap project is looking more and more like it has finally come to an end, E3D are locking stuff down, but so did Slice engineering with their Mosquito hotends. I’m pretty sure Revo could have been that independently supported heater block with a super sexy heatbreak if it wasn’t for the patents that Slice Engineering hold. I guess that’s just the way things are now.
E3D’s v6 line will still be around and it’s still a very solid choice. Slap in a 0.6mm nozzle and you’ve got a setup where you probably won’t even have the need to quick-change nozzles, you just leave that in all the time and you can still print pretty much all the same parts, but faster.
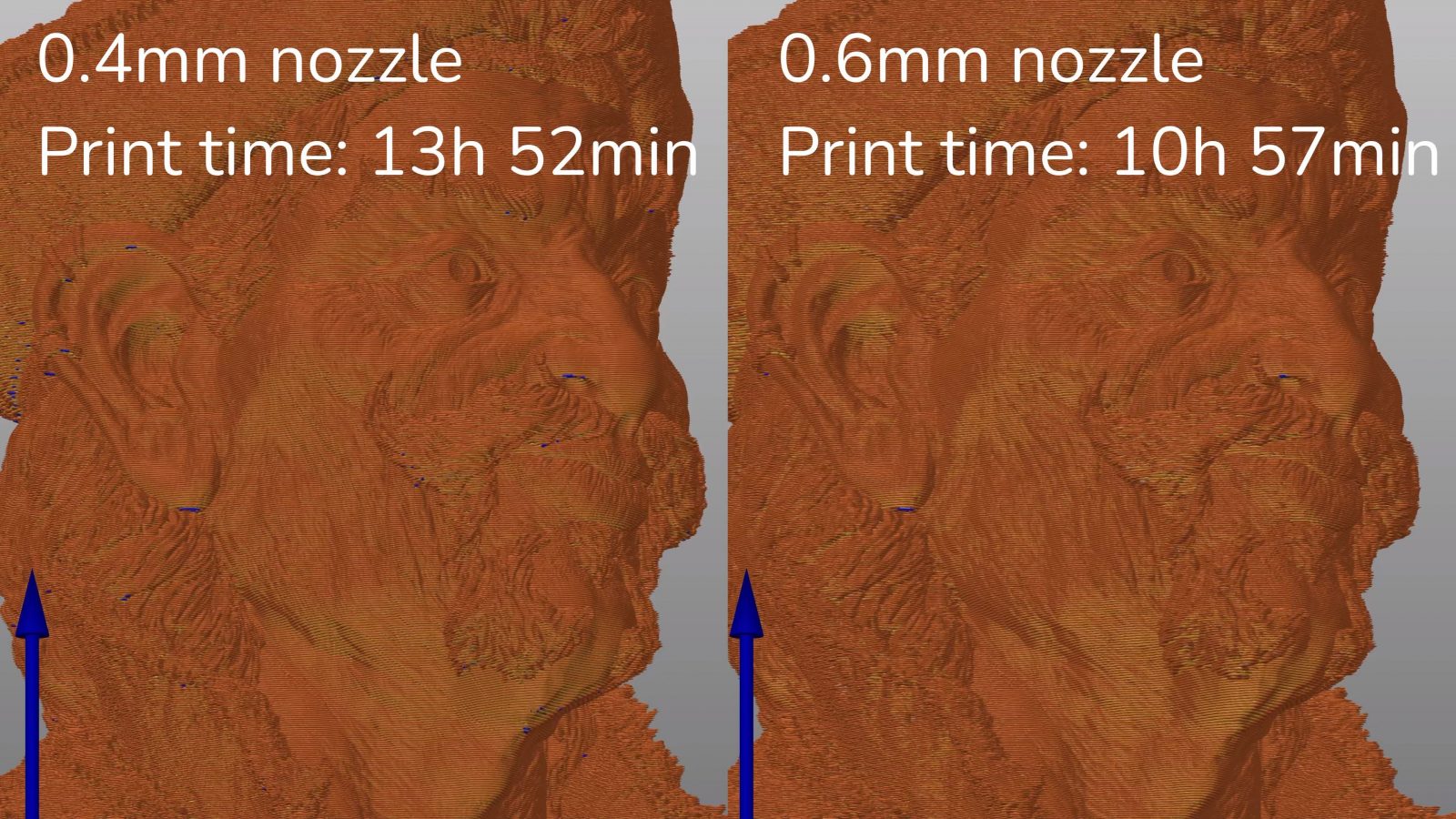
I had a look through the parts I was actually printing, and there hasn’t been one that actually required a 0.4 and wouldn’t have worked with a 0.6mm nozzle, so for me the headlining quick-change feature of Revo is literally the least relevant part.
Instead, get it if you want a modern, robust, easy-to-use, compact, high-performance hotend for basic printing tasks. It’s a great hotend, but it’s definitely not v7.
So I think that should be everything I’ve got to say about Revo for now – I know it was a lot, but I had a lot of fun getting into some measurements again.
Hope you learned something, if you did, do the old thumbs-up, get subscribed, support the channel with a YouTube membership or through Patreon, and most importantly, keep on making. See you around!
Get the E3D RapidChange Revo from E3D
Models shown:
Articulated Dragon by McGybeer
Some of the other stuff shown in the video:
Slice Engineering Mosquito hotend from Matterhackers
💙 Enjoying the videos? Support my work on Patreon!
Product links are affiliate links – I may earn a commission on qualifying purchases (at no extra cost to you)

Check out my second channel “More Layers” on YouTube for livestreams