
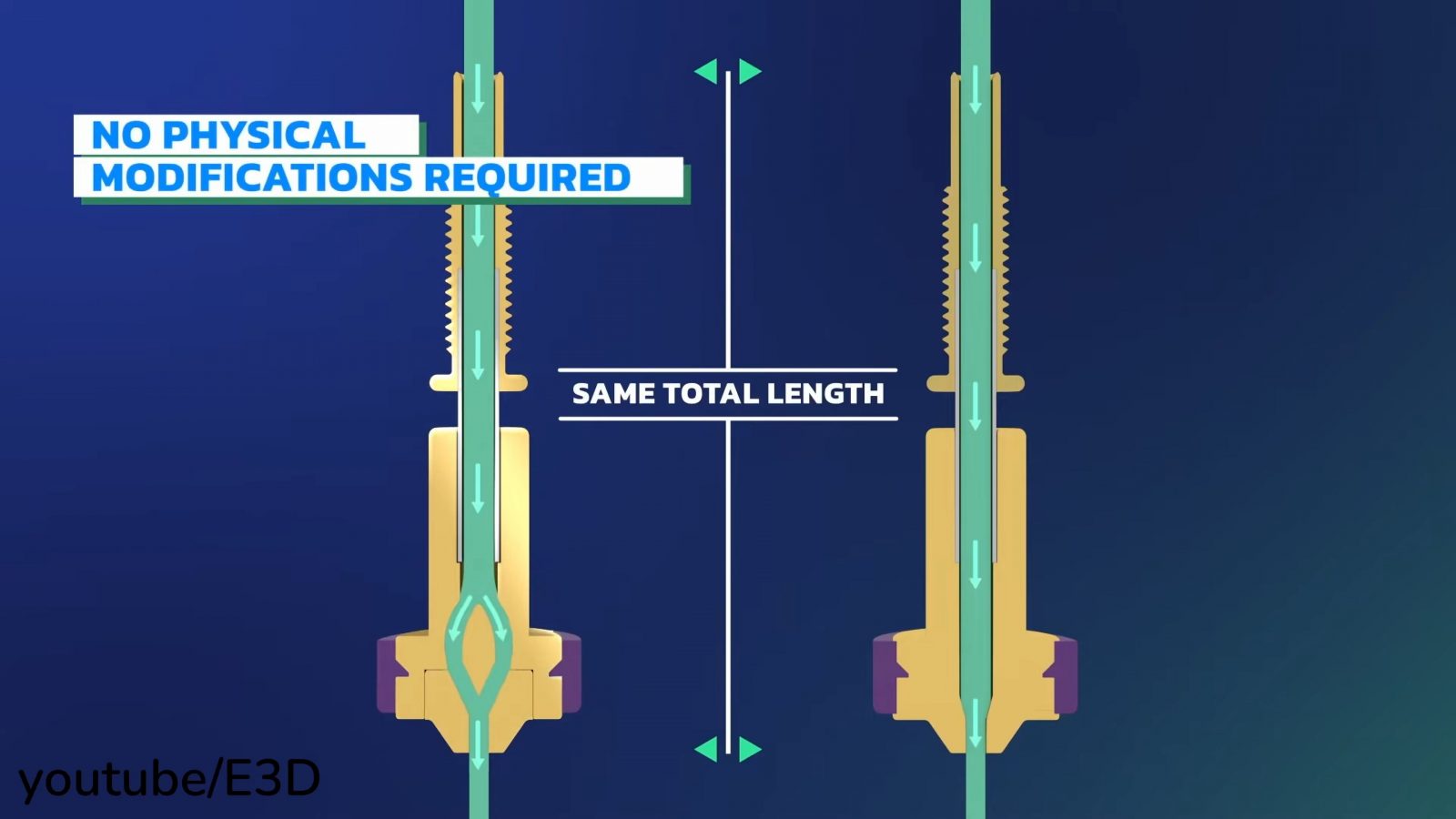
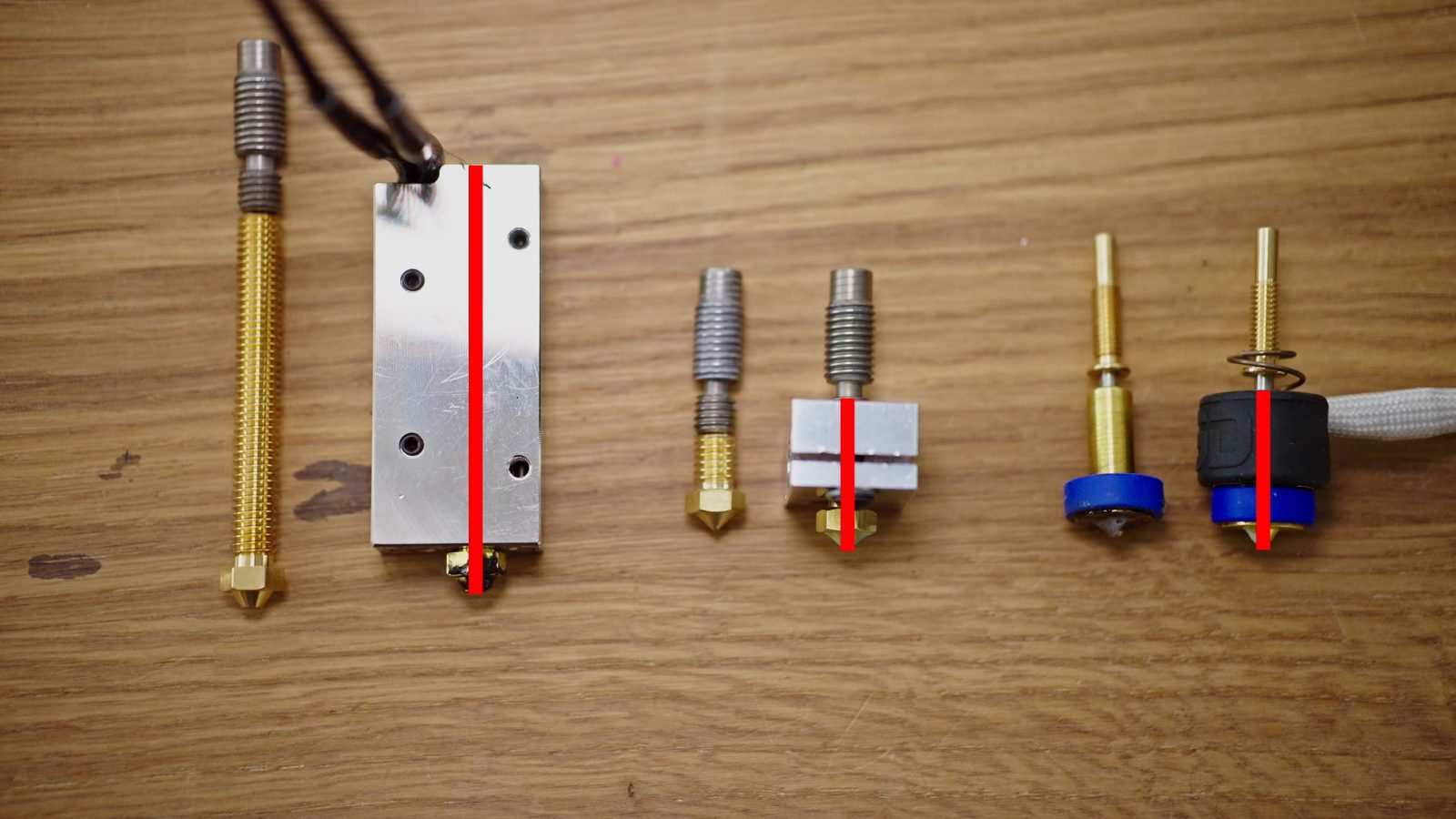
The E3D Revo High Flow nozzle is sort of a solution to a problem that E3D created themselves. It’s typically what Apple would do, but this isn’t in fact a bad ecosystem or a bad product, but the core issue with these is, of course, the Revo ecosystem uses nozzles that are all the exact same length, which makes for super easy quick swapping. You take out one nozzle size, you pop in another one, you don’t have to reset your Z height, there’s no extra mass, extra PID values that you have to tune for a bigger heater block or anything, it’s just a really quick and easy quick swap system. Whereas there was the option in the previous V6 ecosystem to just use a longer heater block and a longer nozzle called the Volcano to basically increase the length that your filament was in contact with the hot heater block and the nozzle.
There is no space in the Revo to add more material. Slice Engineering did something smart here because they had the space with the Mosquito and the Mosquito Magnum where they just went up, so they added a bit of extra copper and an extra heat shield towards the top because they have the space there, but of course on Revo, there is no space to be had.

So really the only option they had was to make more use of the space they were using. This wasn’t something that E3D was solving so far, and because this nozzle break design is a patented, protected, proprietary design, nobody else was able to make custom nozzles, and the high flow nozzle is not a third-party design, this is a genuine E3D nozzle.
So what is the solution they came up with in this new patented, proprietary, everything world? Of course, it is more patents, it’s licensing the Bondtech CHT design. So if this interior design looks similar to what you’ve seen with the CHT, which is a V6 style nozzle that has 4 extra bores, this is the same thing. It’s the same IP, it’s just in a different package.

Patents and proprietary designs and making sure that nobody else can produce stuff for your system… that is a topic for its own entire video, and I think I’ll be working on that next. But today I just want to focus on the actual performance of the Revo High Flow nozzle.
So in this entire 3D printing bubble, we’re at a point where it doesn’t cut it anymore to just chuck a product in a printer and say “Yeah, this works, this prints, cool”. No, no, no, there is way too much competition between media outlets, and YouTube channels even, but you really have to offer something special to get any attention on the content you make. E3D did a bit of a better job releasing the Revo High Flow, but we didn’t really get these much before the products were actually available and were shipping. So yes, this is something that E3D did provide for this review, no payments, no money changed hands and they, of course, didn’t see the video script or anything before this goes live.
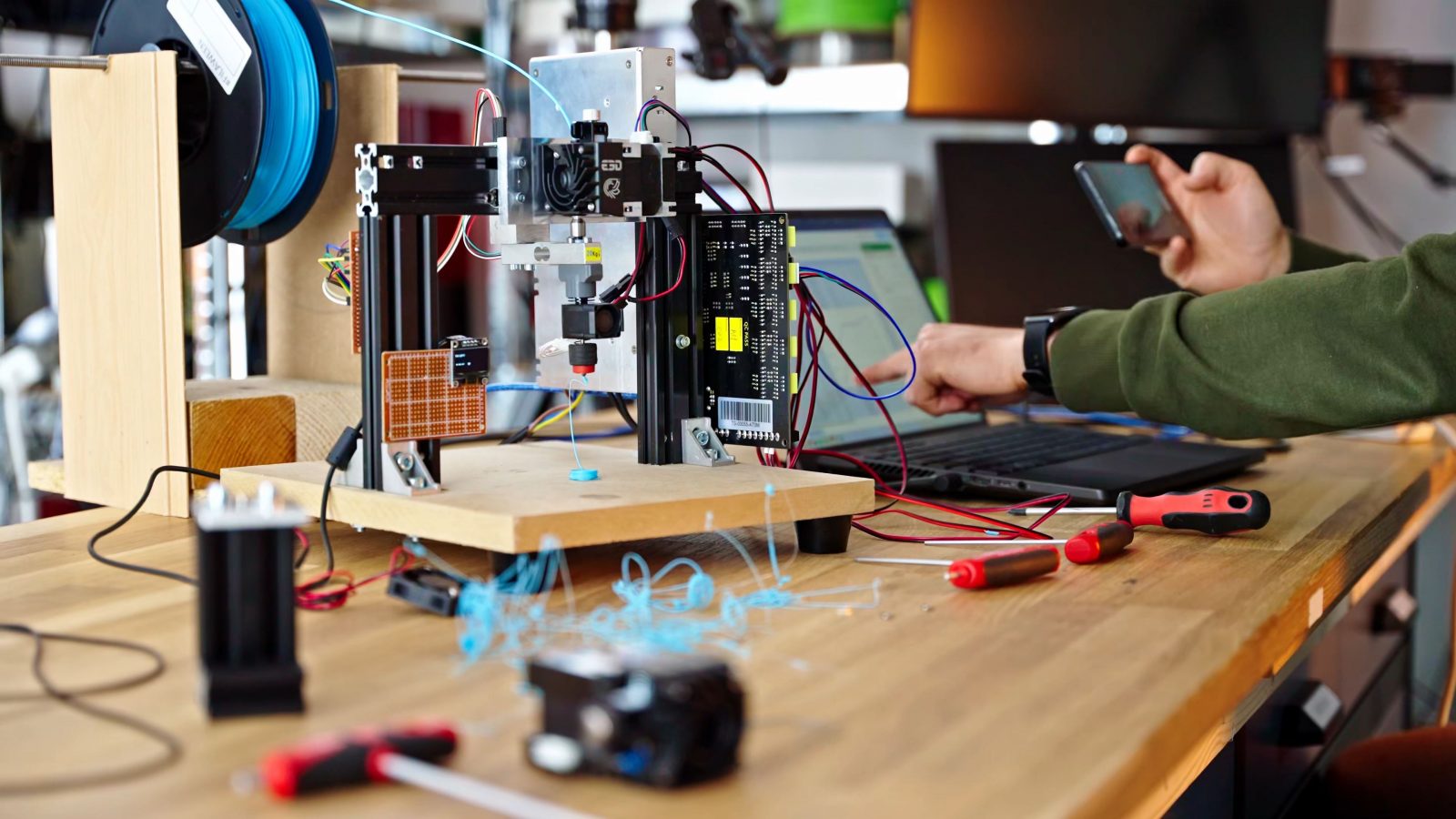
To offer something special, I built a fancy, totally automated, hotend extruder nozzle test setup to specifically test the Revo High Flow nozzle. This you will have seen in a slightly different state in the original Revo review, but now this is automated and data logged and quite a bit better.
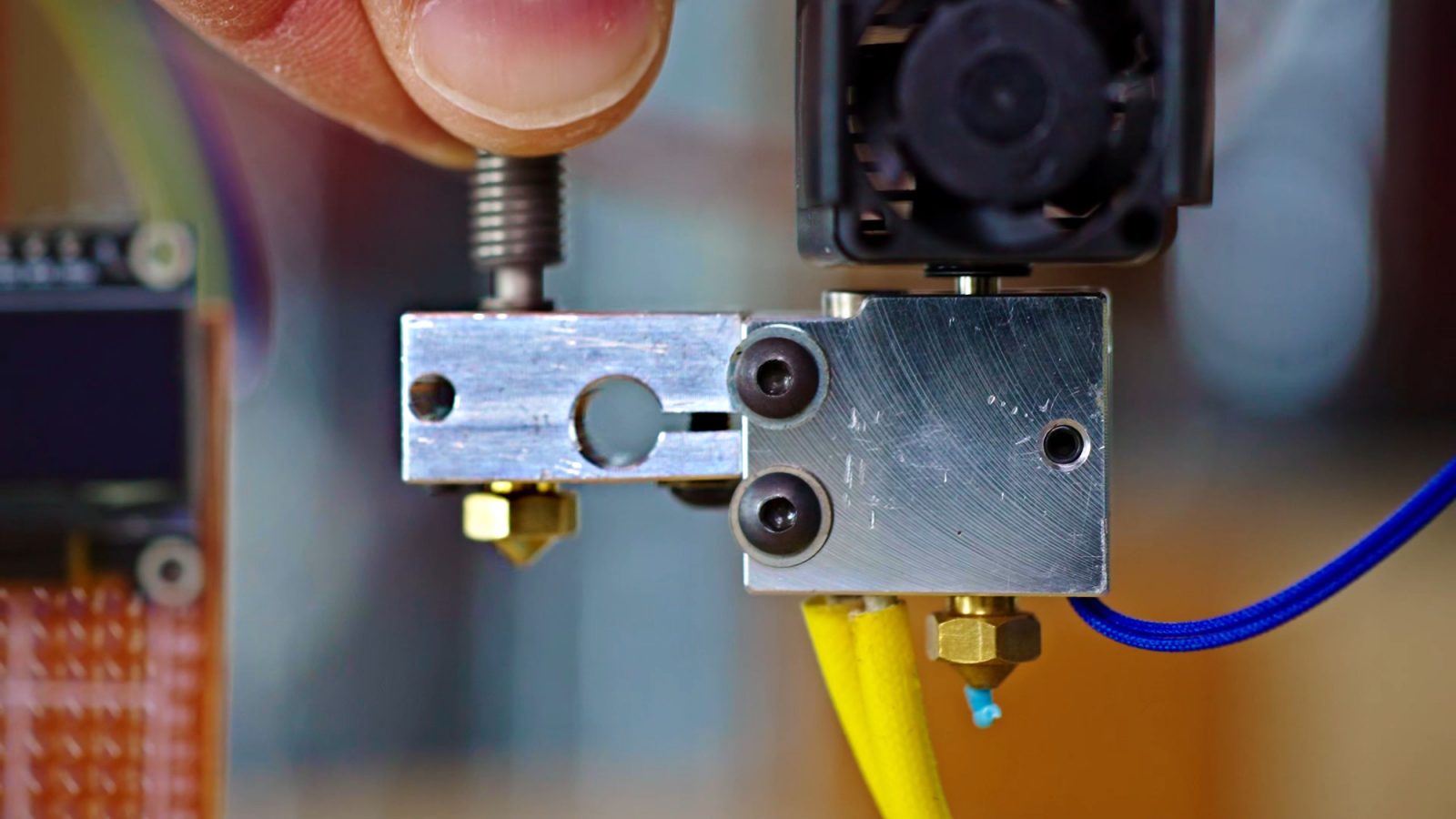
But first, what is the Revo High Flow nozzle? So it’s a two-part design, similar to the ObXidian. There are 4 bores in the nozzle instead of one, which increases the surface area where the filament is in contact with the actual heated brass outside portion of the nozzle. And of course, to manufacture this, they pressed in that four-bore part into the nozzle brake housing pretty much the same way as they did with ObXidian.

Now this is not a new idea, in fact, I think at TCT it was over five years ago now, I’ve openly discussed with E3D some different approaches to doing exactly this. I suggested maybe you could have a split nozzle that you machine the inside and then reassemble it somehow or you use some extruded radial heatsink-style thing and press it in. So this, of course, is the result of making it machinable, making it somewhat easy to produce on a CNC lathe milling machining center. And you get the insert part, you get the slug, and of course the rest of the nozzle and you just press them together and they fit in place with pretty tight tolerances and you get your finished dimensions with, you know, not much to go wrong. That jet spike that you’re seeing on the inside of the design seems to serve two purposes, of course, it reduces the amount of molten material that is inside of the nozzle here, but it also probably improves fluid flow, because it kind of looks like a jet spike, you probably want a more laminar flow across this thing, reduces drag and just makes for better performance overall. So this is now a four-part nozzle, five if you count the silicone sock too, in the same way, that ObXidian is a four or five-part nozzle. So this retails at 40 GBP directly from E3D. ObXidian is about 50, regular Revo nozzles are 20 GBP and V6 nozzles are 5 GBP. So this Revo High Flow nozzle is 8 times as much as a classic V6 nozzle. For comparison, a V6 CHT nozzle is about 24 €, so the math does check out. 20 bucks extra for the CHT tech, 15 bucks extra for Revo, and yeah, it works out to about 40 GBP for this setup.
It’s an expensive nozzle, right?
So is it worth it?
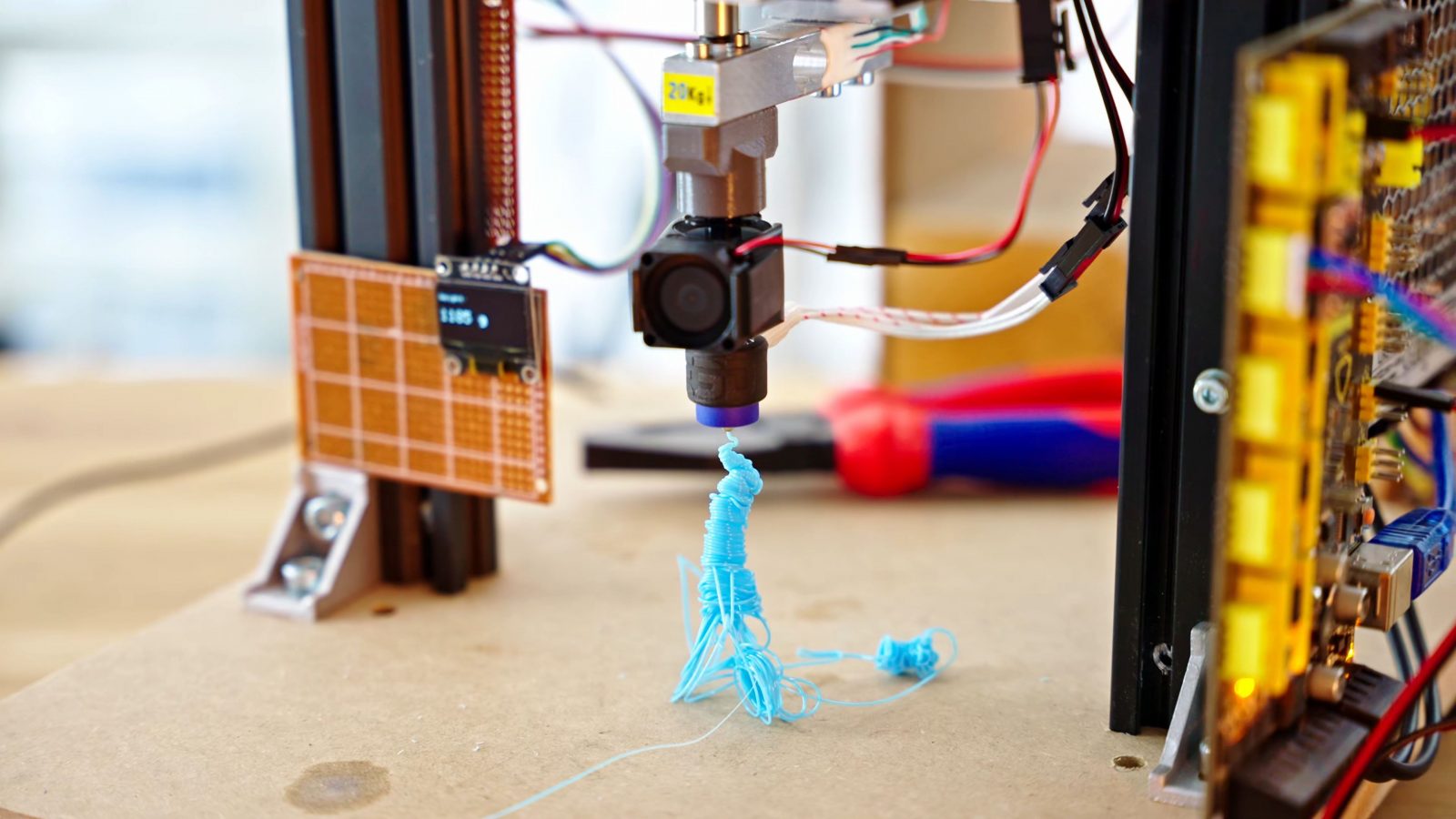
To find out I reworked the tester that I originally built for the Revo launch, it’s automated now.
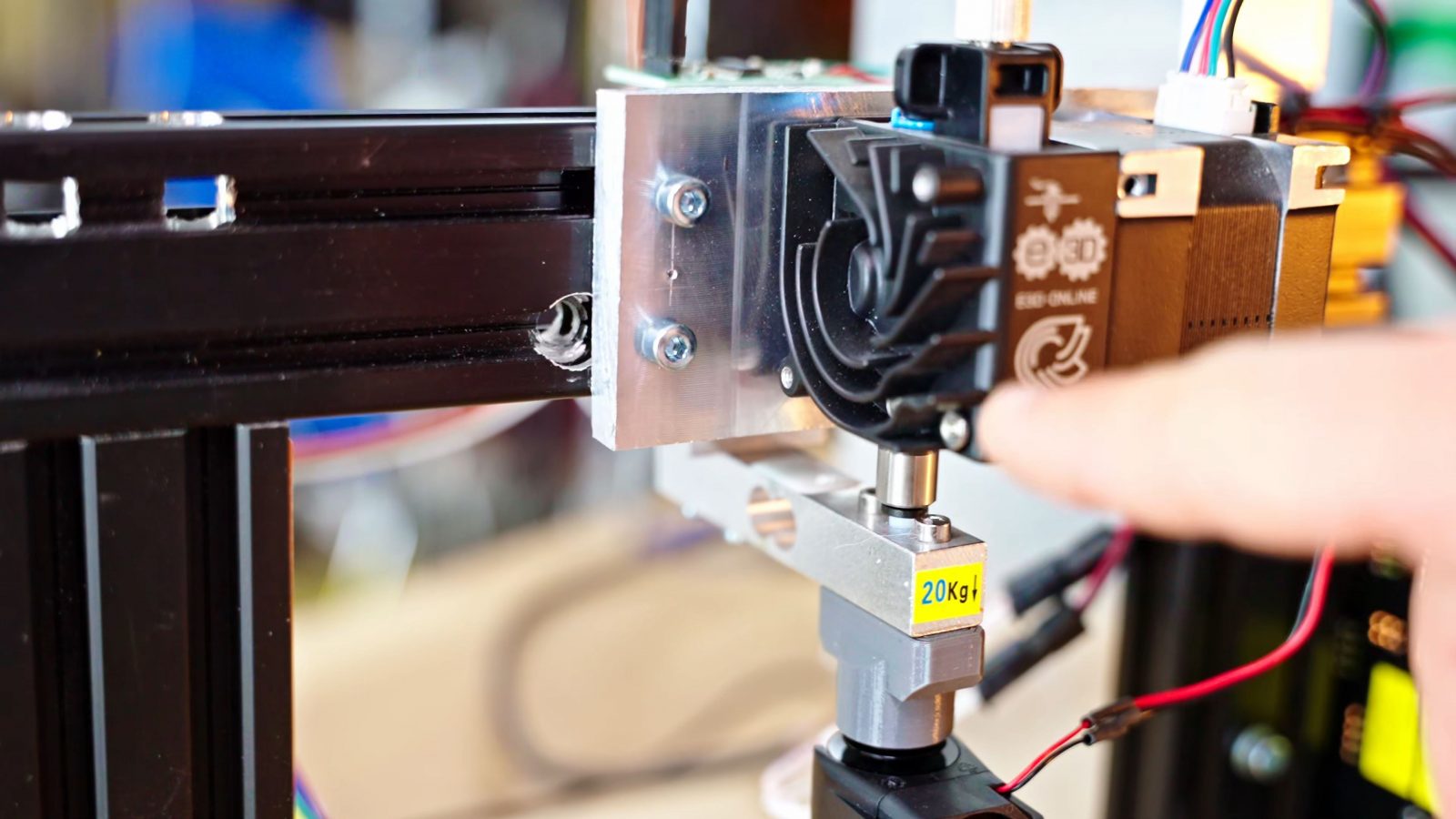
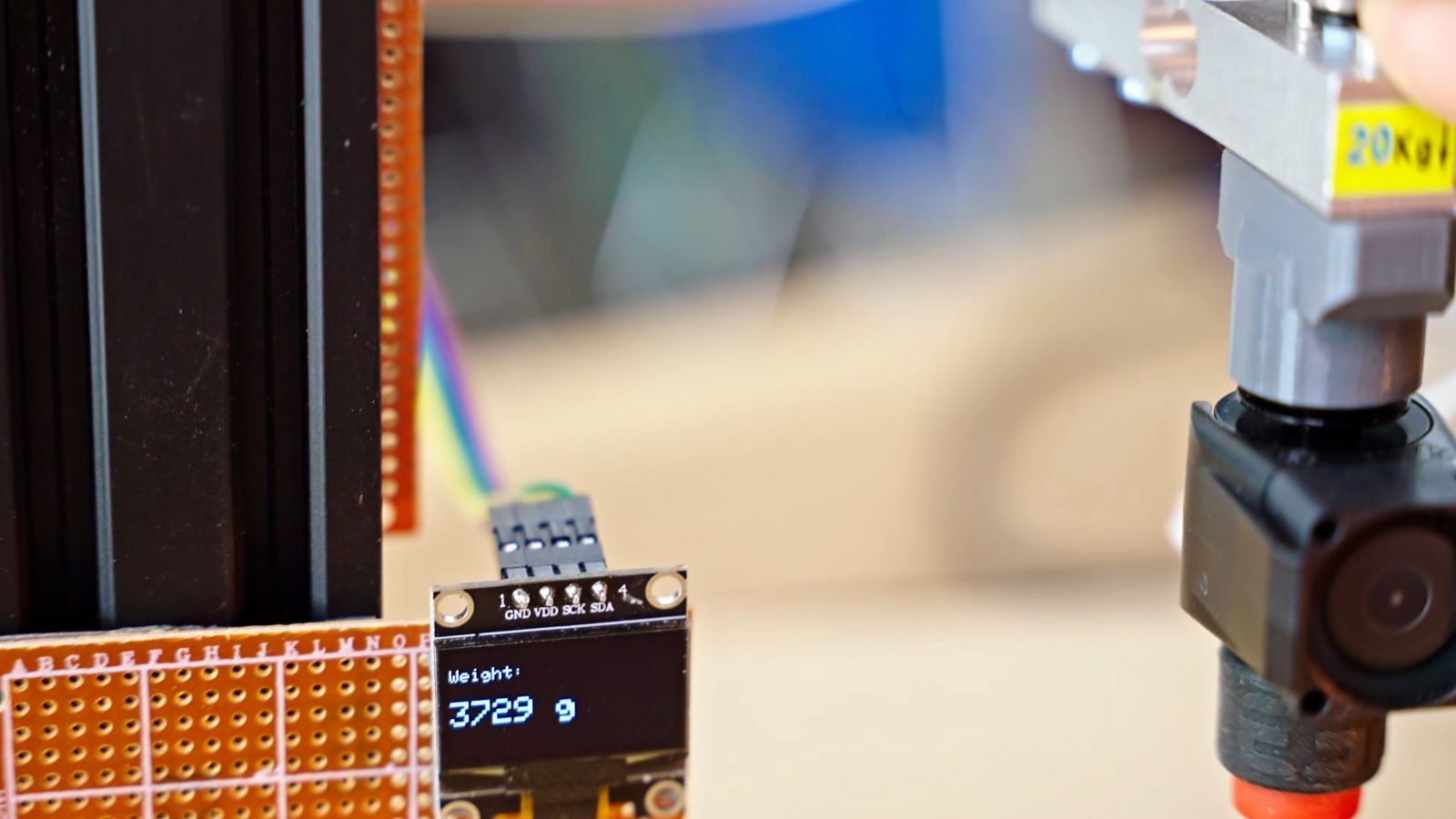
Now, the hotend is mounted directly to this beam through a load cell, and if you look at the scale right there, as I push down on the hotend, as the extruder would when it pushes filament in, you actually get a real-time reading from that. So I wrote a quick and dirty little Python program that actually connects to both the main board as well as the ESP32 running the load cell. The main board is going to run the extruder, it’s going to extrude a certain amount, and while that is running, we are also reading the ESP32.
So here’s one thing that I caught just in time. I was wondering about my data, like, why was it getting these random drops in extrusion force? That shouldn’t be something that’s happening.


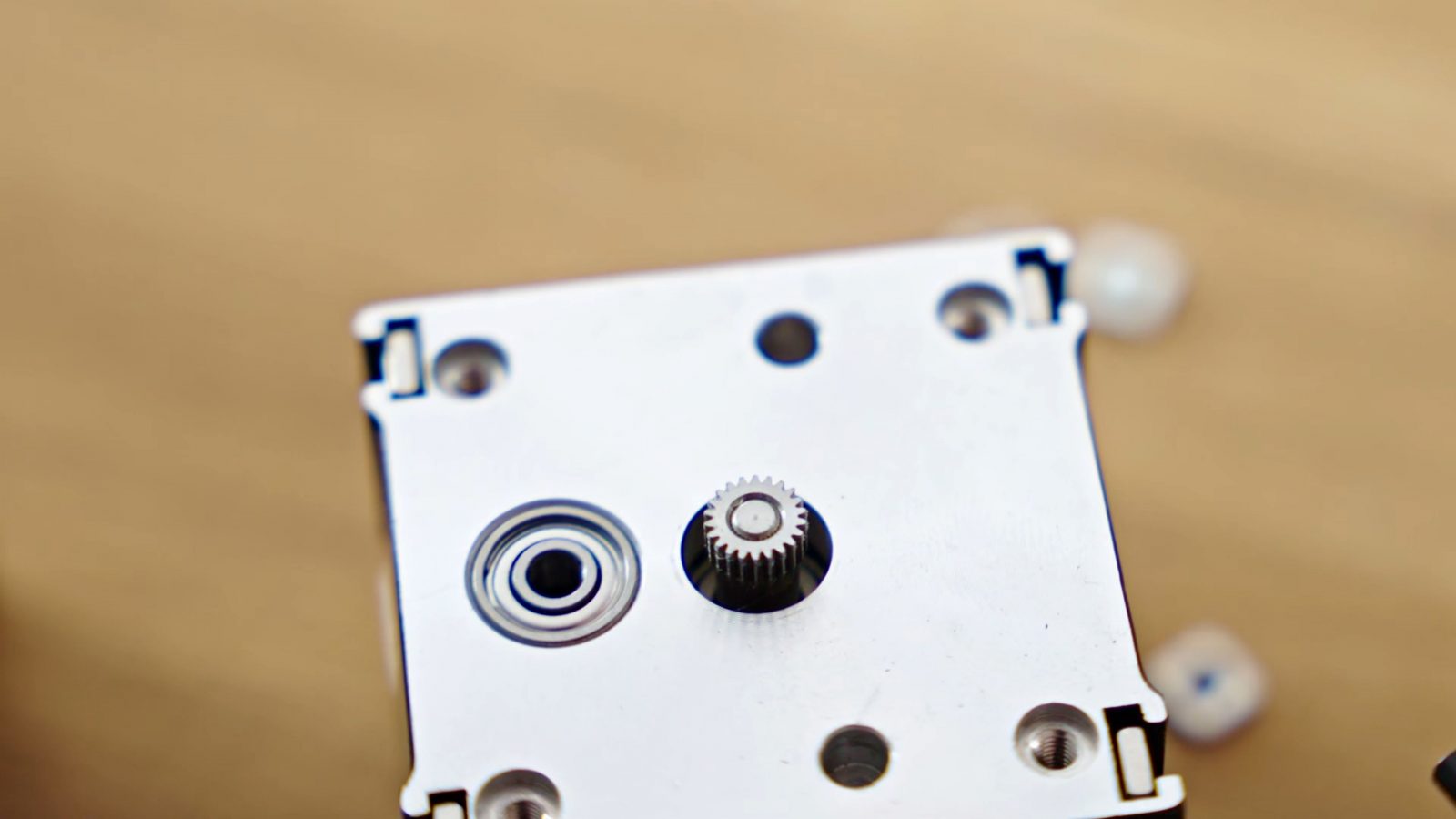
Which is the point when I remembered this E3D Hermes, this is one of the early ones, and the early ones have an issue where the gear was cracking, and I guess what I was seeing there with the random drops was literally the gear skipping or slipping on the motor shaft. So I opened this up, and lo and behold, this gear was cracked. So I grabbed a new one, they sent me this one for the Revo test. This actually has a little spring clip at the bottom where it connects to the hotend or where the heater would mount, but I can use it just the same with the bow adapter. This one does have a gear that is properly pressed and functioning, and I’m going to put this one in, and then we’re ready to go, finally! The original plan was to just have the Python interface and to enter my values for each test run, hit go, it would do its one run, and then it hit go again, it would write it to a database. I did end up completely automating it, so I would just have to install one hotend and it would do all the heat up, cool down, temperatures, and the different flow rates, it would run three of each, which did a lot to speed up and streamline this process.
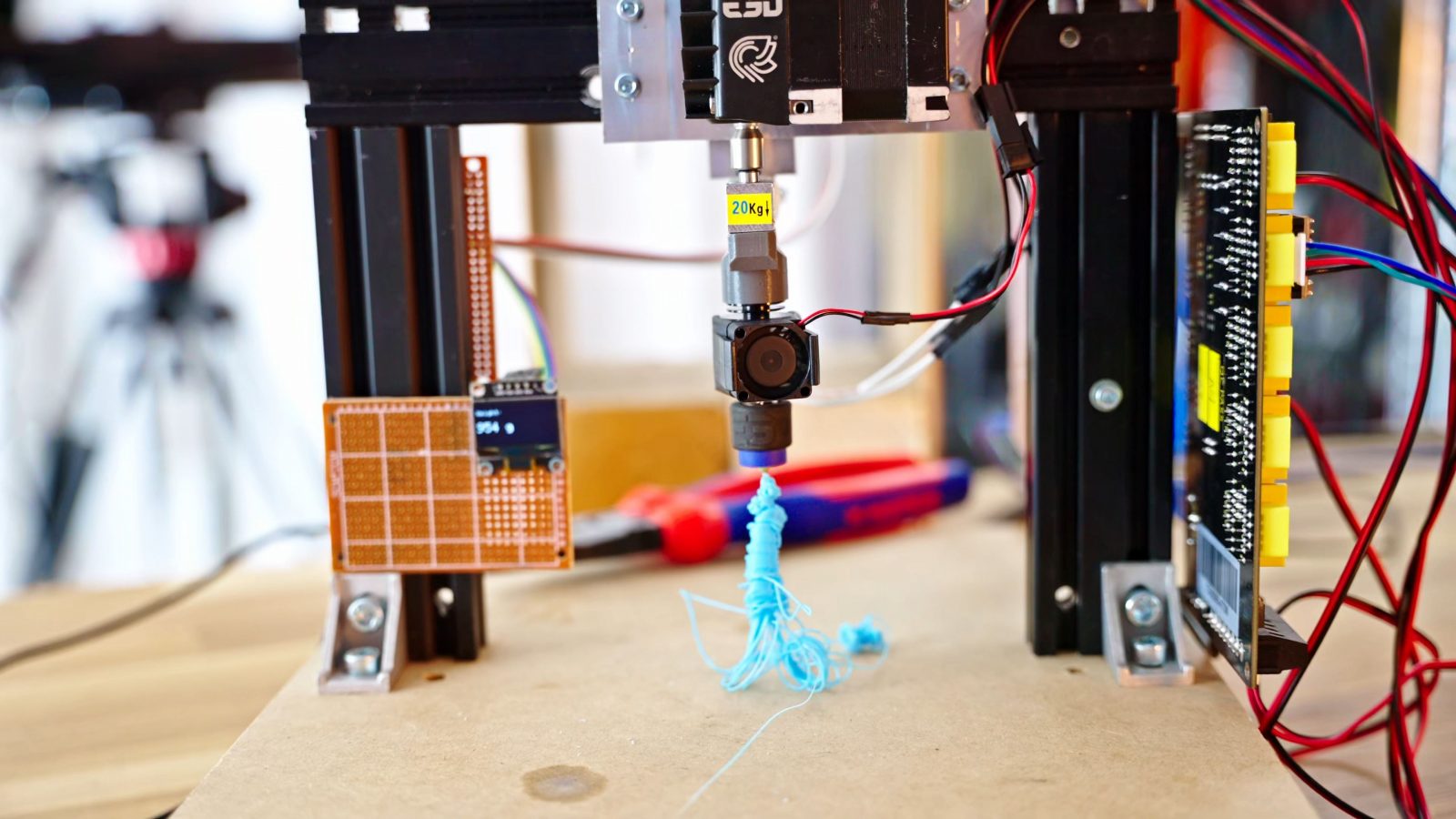
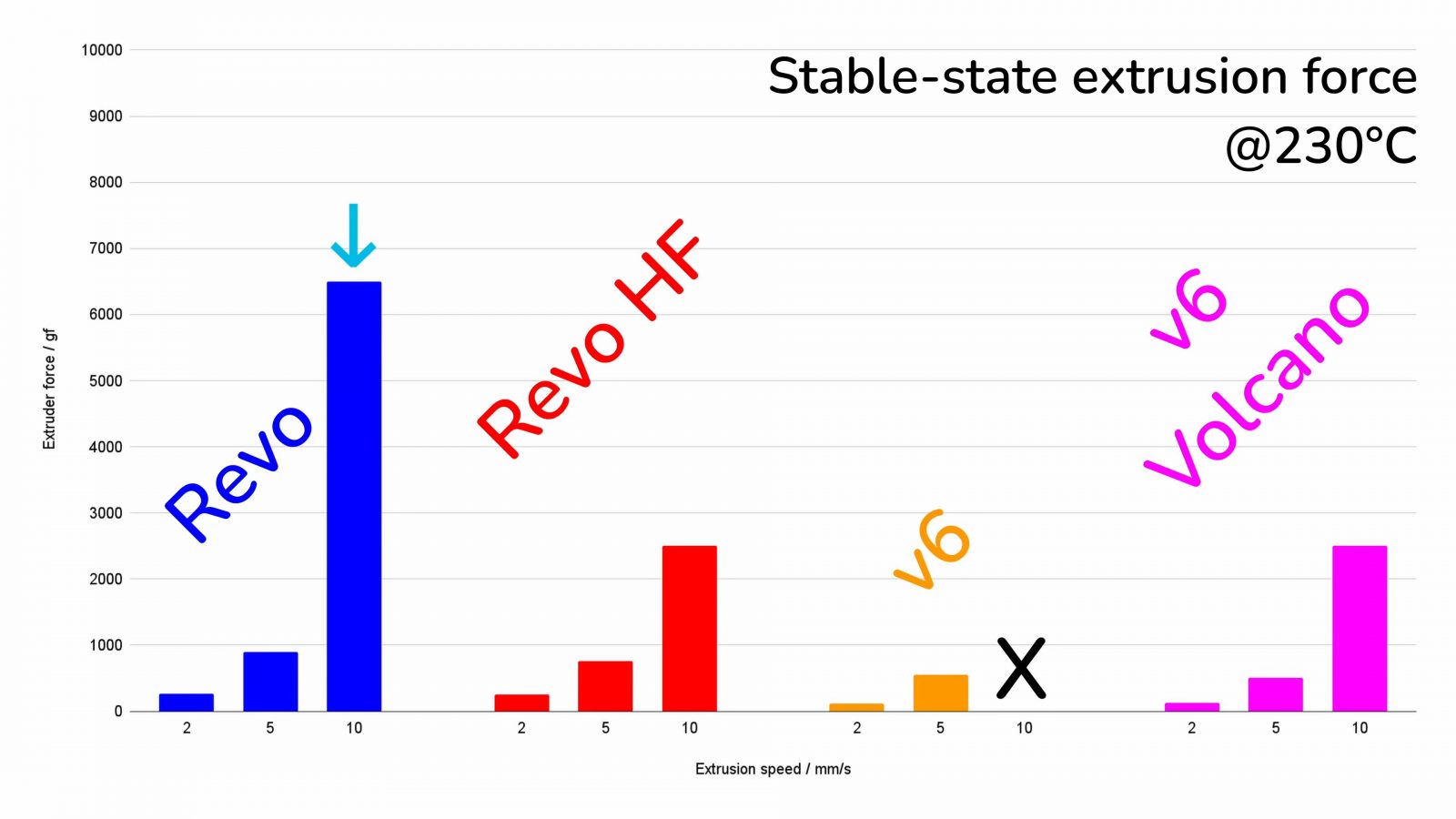
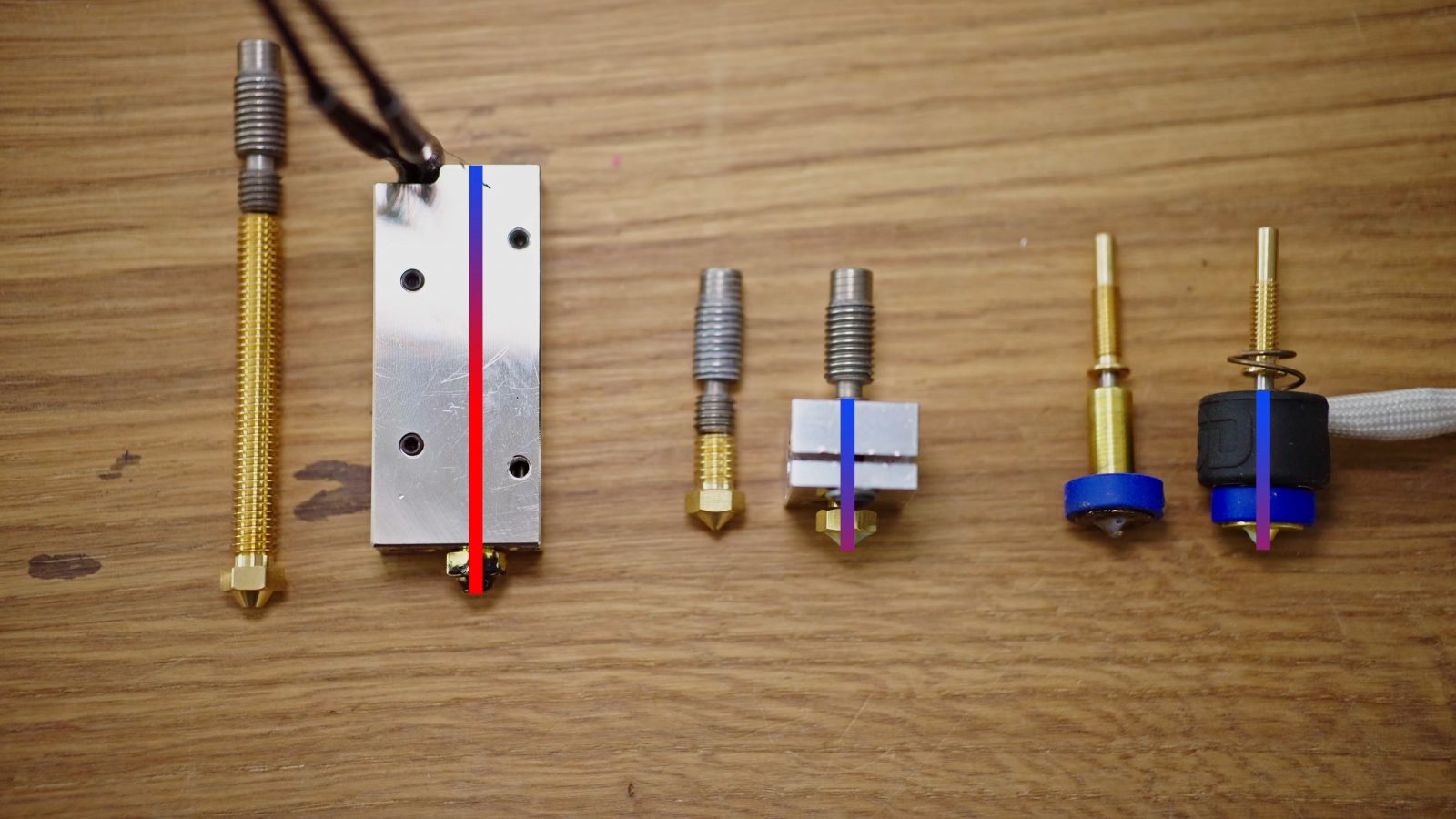
I tested all 0.6mm nozzles, so the high flow of course is a 0.6, the regular Revo, the V6 and the Volcano V6 are all 0.6. I only ran PLA, this is some blue Torwell PLA, just standard stuff, and I do have my flow measurements in mm per second, so linear extruder speed in mm per second. I tested 2, 5, and 10 mm/s, which works out to about 5, 12, and 24 mm³/s as far as the flow rate is concerned.
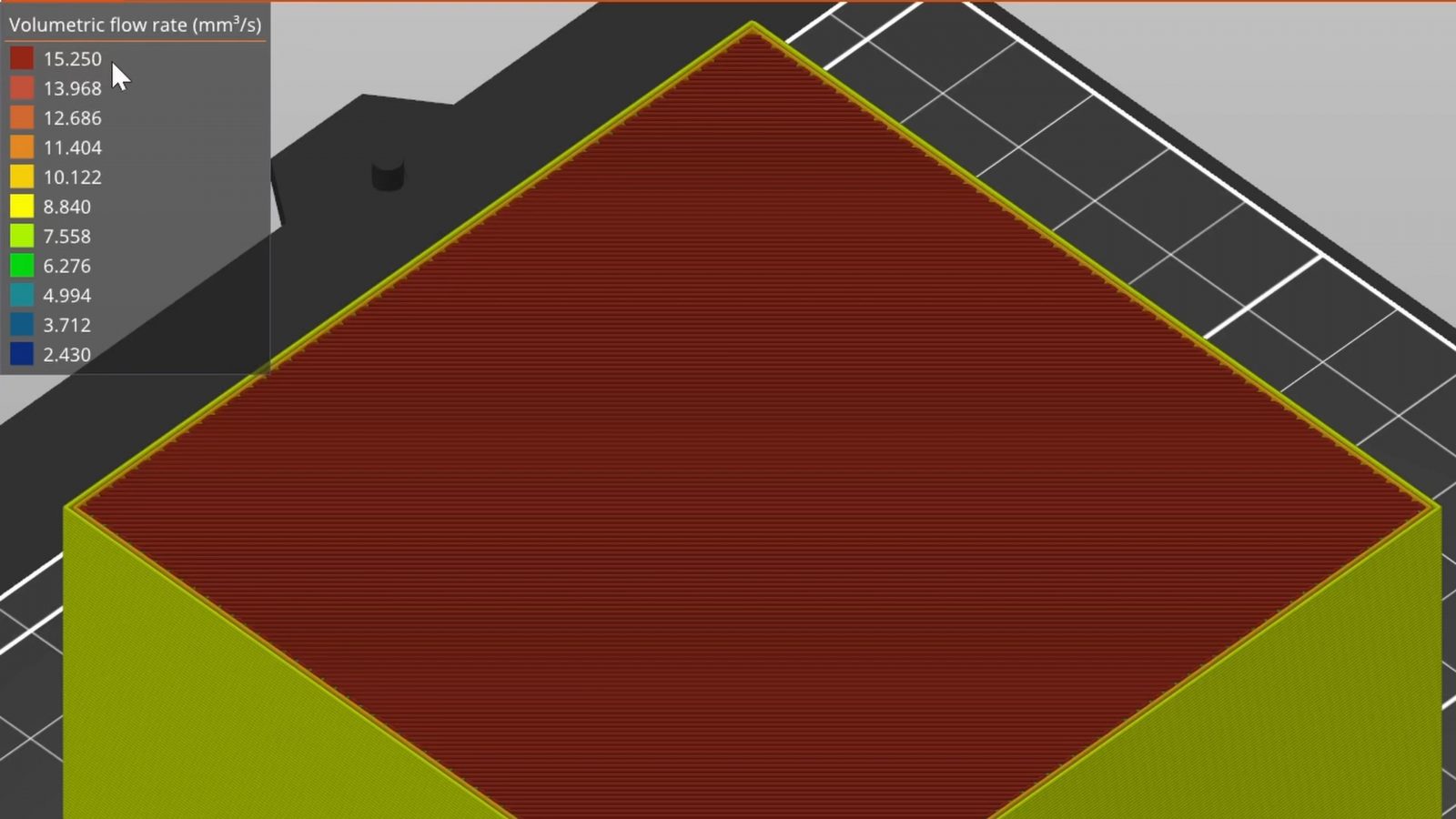
For reference, full throttle on a regular 0.6 mm nozzle and 0.4 mm layers on a MK3, that tops out at about 50 mm³/s, so I’m testing both lower and higher than what you’re seeing in a typical slow printer even. Of course, once you add input shaping, those numbers can go up quite dramatically, but there is a limit to how much flow makes sense for a nozzle. There is some optimal combination somewhere, but you can’t expect to use a large nozzle, large layer heights, and fast speeds, so it’s a pick-to situation.
The assumption I’m making for all this testing is that the resistance that we’re measuring because all I’m doing is measuring the force that the extruder is pushing the filament into the hotend with, it’s that that force is basically being generated at the nozzle bore itself, so the more thoroughly the filament in the nozzle gets heated, the more readily and the more easily it will flow through the nozzle bore itself. If you have a nozzle that has a higher flow rate or a better melting performance, it’s also going to be easier to push at the same speed. E3D also did publish some testing for maximum flow rates for their various nozzles, but the thing I’m missing there is that they aren’t specifying what their cut-off is, their limit criteria for what is the maximum, what works, and what doesn’t. The thing is, if you push harder, at some point you’re going to get more flow, there’s no hard limit in theory.
There is a very practical limit, though, so with this E3D Hemera, there is a limit to where it’s going to slip on the filament, where the actual gears are going to slip on the filament. I’ve got this cranked all the way tight, the spring is at its maximum pretension, and all I got out of this was about 10 kg before it slipped. Simple extruders that I only grab on one side, they’re going to have a lower limit. 10 kg of force on the relatively thin 1.75mm filament puts PLA at about half its datasheet yield strength. What is totally plausible is that because the gears are just gripping on the side, we’re actually shaving off or shearing off the filament, we’re mechanically damaging it in the extruder itself., So it’s not the gears skipping over the teeth that it’s grinding or pushing into the filament, it’s literally the filament not being able to take any more force before it breaks apart. That would be a hard limit, at least for this type of extruder.
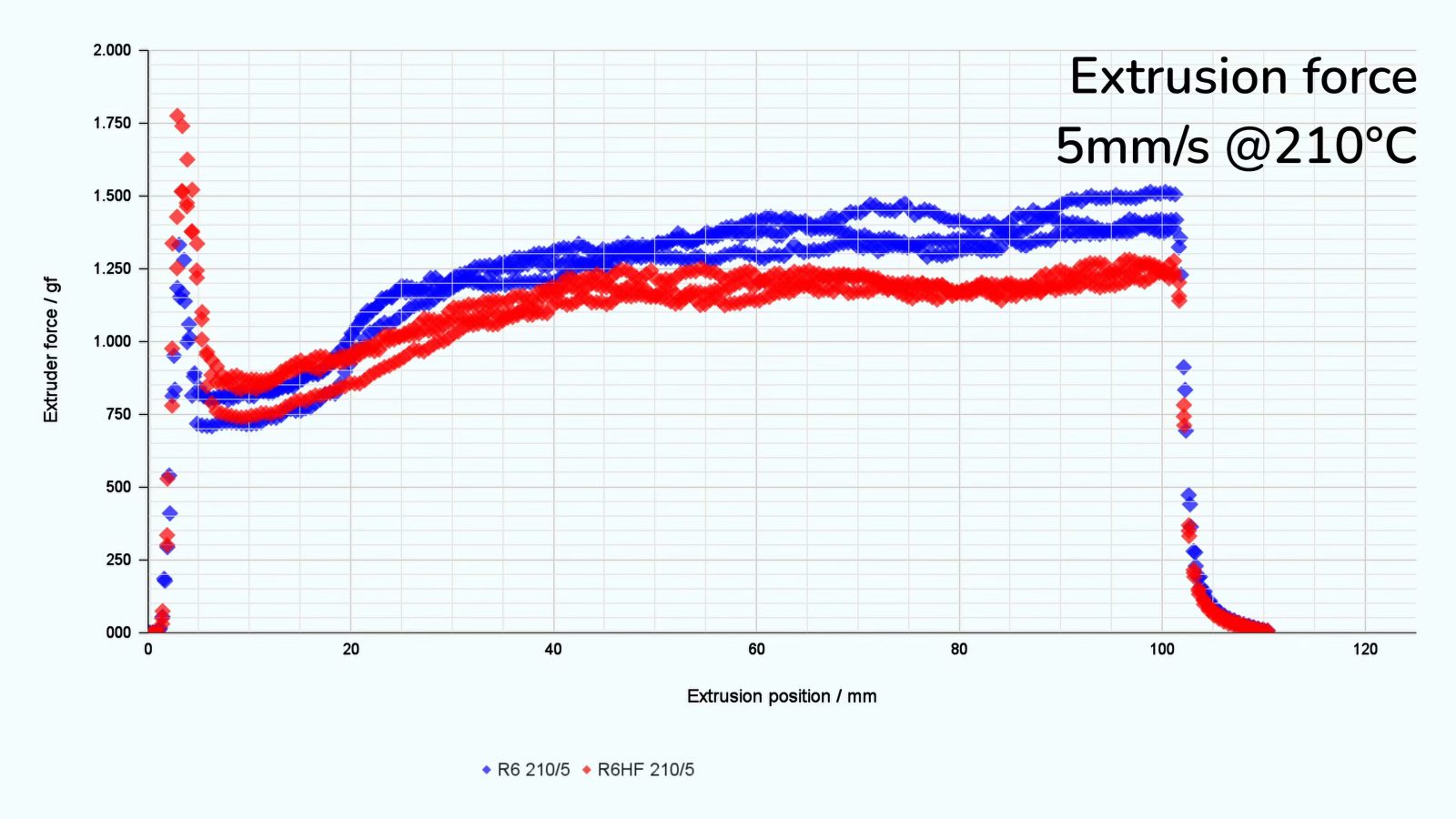
The data I’m getting out of this is basically the force that it takes over a 100mm extrusion move. What we can see at the start is, as the hotend is empty, there’s almost no force, but the filament inside the hotend starts flowing and then at some point, it slams into the nozzle, and there is always that spike at the beginning.
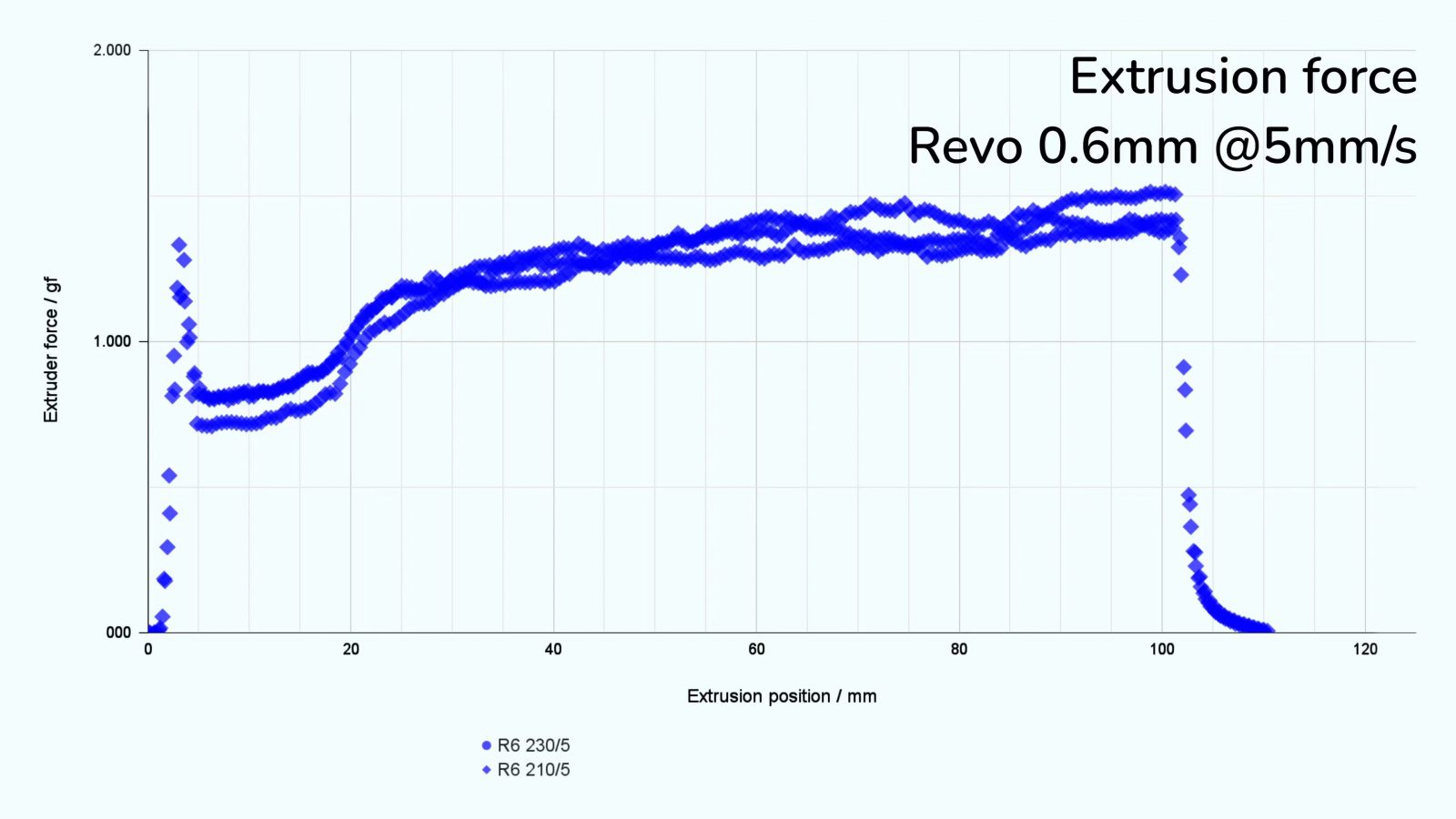
I don’t know if this is aerated, bubbly or just boiled old material being a bit harder to push, but that spike is always there. Then you get a portion of almost a consistent but lower force as the hotend is basically pushing out its pre-mold material. So there’s a certain volume of material inside the hot side of the hotend, and that basically is at the exact perfect temperature, so 210°C, that will be thoroughly completely heated. So low force there, and then eventually as we get to a filament that has made it all the way through the hot side now, we do get an increase in force required, because this is not going to be heated as thoroughly as the material that was already in there, and eventually, we do end up at a steady state extrusion rate or force at a certain extrusion rate for this nozzle.
This entire testing thing does generate a lot of data, and in fact, if I were just to manually look at data points, it would be too much to make sense of. I used about 23,000 data points, and I probably did end up throwing out another 50,000, because I ended up redoing tests, I ended up doing them slightly differently, I double-checked them for consistency, so we’ll get a sum up of the core data in a bit, but before we do that, I want to show you two sort of distinct testing sequences that stood out to me.
The first ones are failed tests, where you can see the skips in the extruder. These only happened at the full 10mm per second, so 24 cubic mm per second. Here, basically, the premolden filament gets pushed out, all is fine, but as soon as it hits that fresh filament that has made it through the hot side, we just get noise.
The load cell is reading accurate data, but because the force is jumping around so much, it’s basically random points.
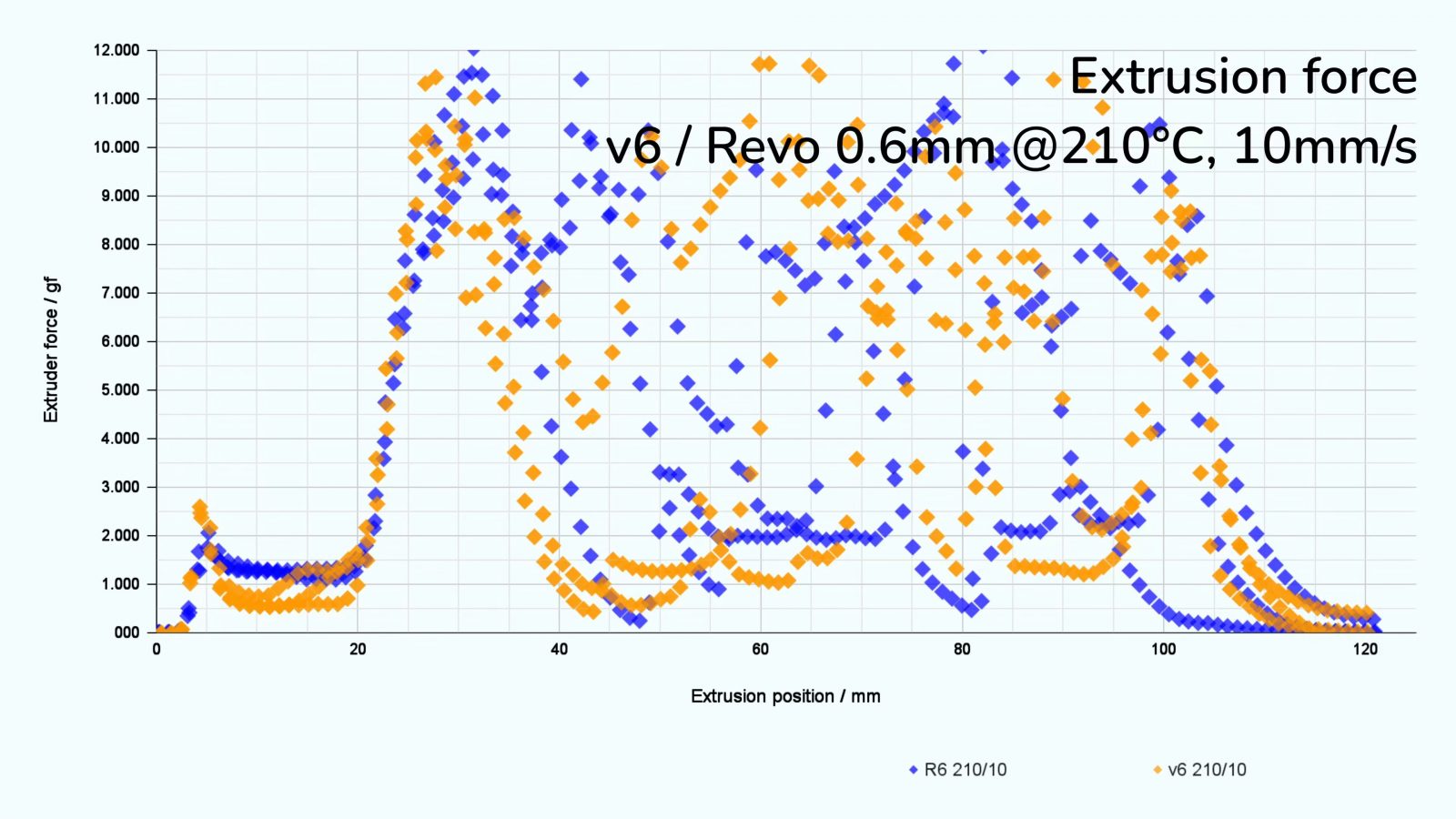
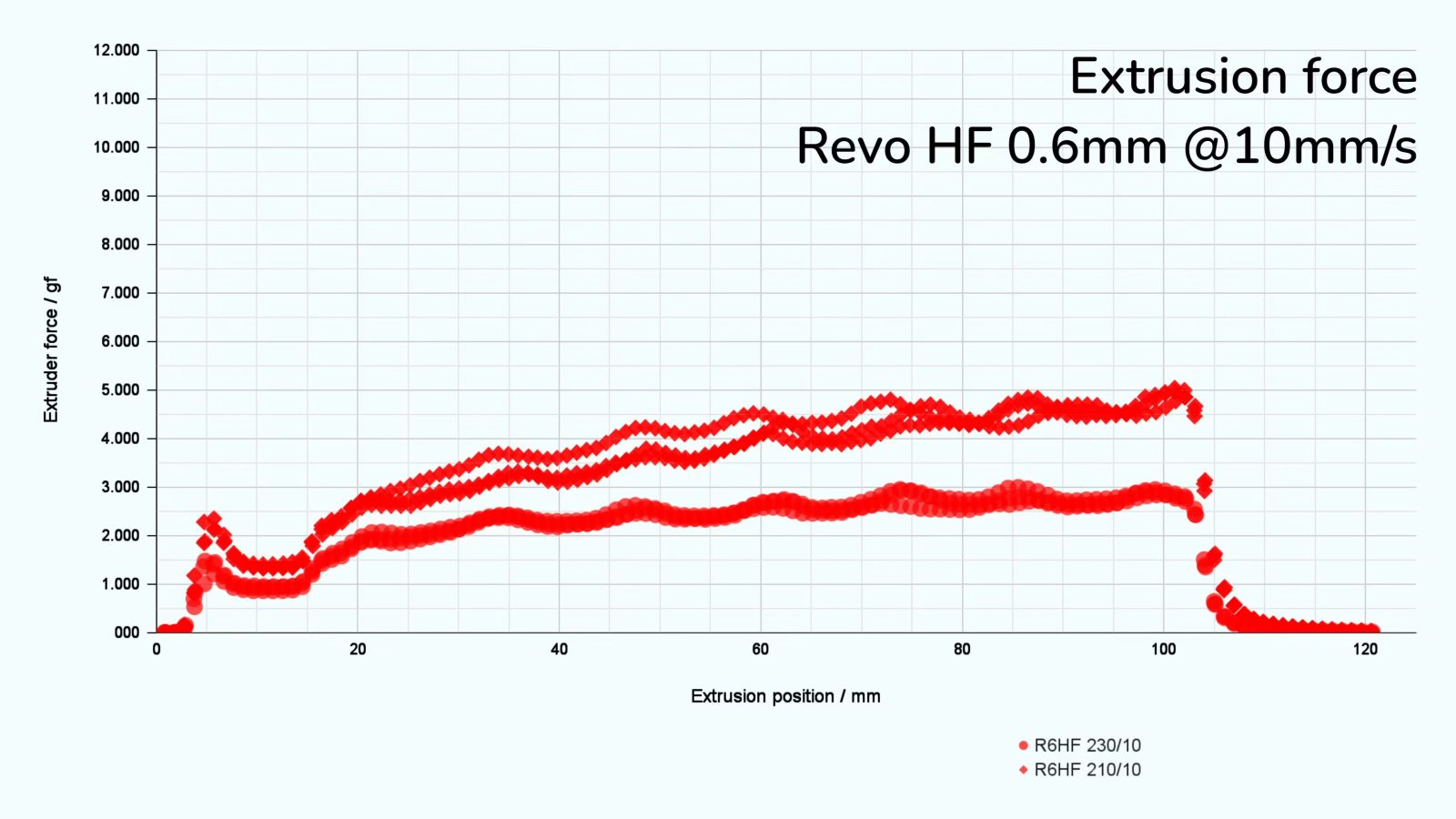
This is the Revo High Flow at 10mm per second, and what we’re seeing here is sort of a pulsating, a waviness in the force required to push the filament. I have no idea where this is coming from, it’s rhythmically and repeatedly going up and down, it’s extruding fine, and it’s working fine, but there is something fluid dynamics-wise happening, I don’t know if this is buffeting inside the nozzle geometry, or just a mechanical effect from the extruder pinching the filament in some way, I don’t know. It’s there, didn’t matter much, I did average out the values, but just something to note.
In fact, while doing these testing runs, I realized there is so much more data to be had with automated testing. I could map temperature versus flow resistance, I could do maximum flow rate against available extruder force, of course, I could also test extruders themselves, that is sort of planned here, there’s just so much potential here.
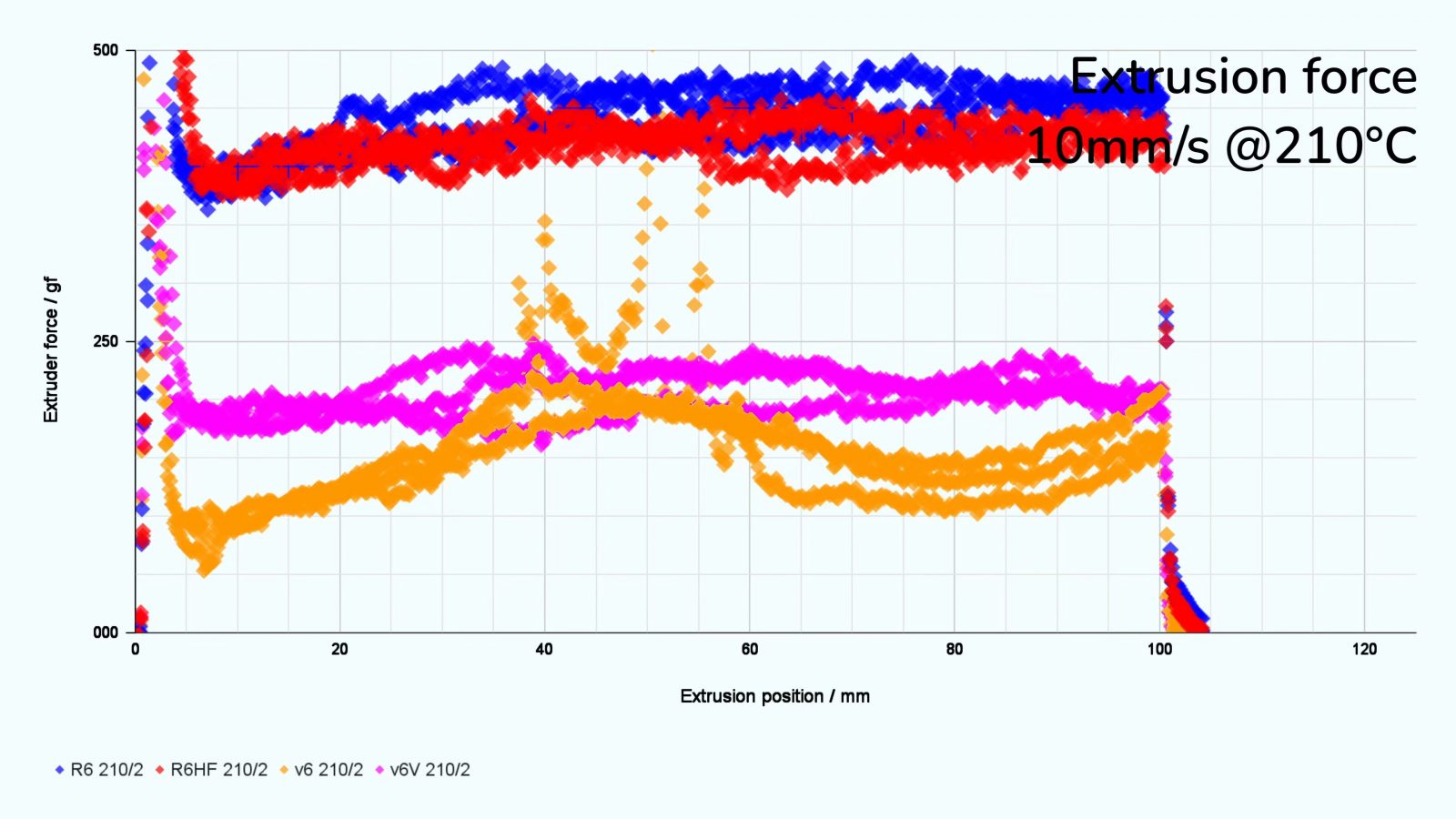
But let’s get to the summary of what I found. The first interesting thing that I found was that the V6 and the V6 Volcano had much lower forces overall, as long as it was extruding well and didn’t skip. Especially at 210°C, it is very noticeable where of course you’re not seeing a whole lot of force at the 2mm per second feed rate, but that is something that was not consistent with my initial Revo tests that were done with a 0.4mm nozzle.
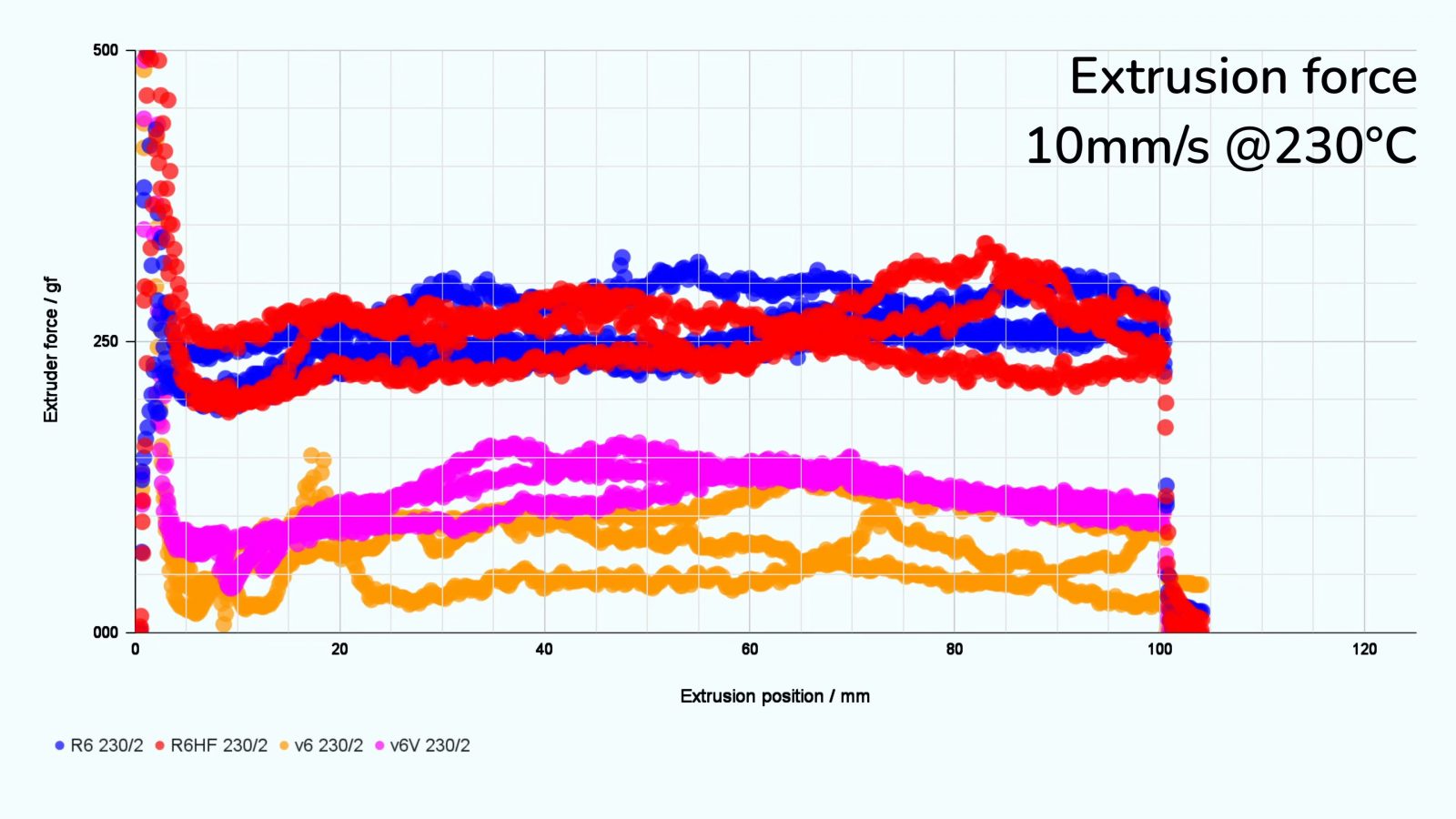
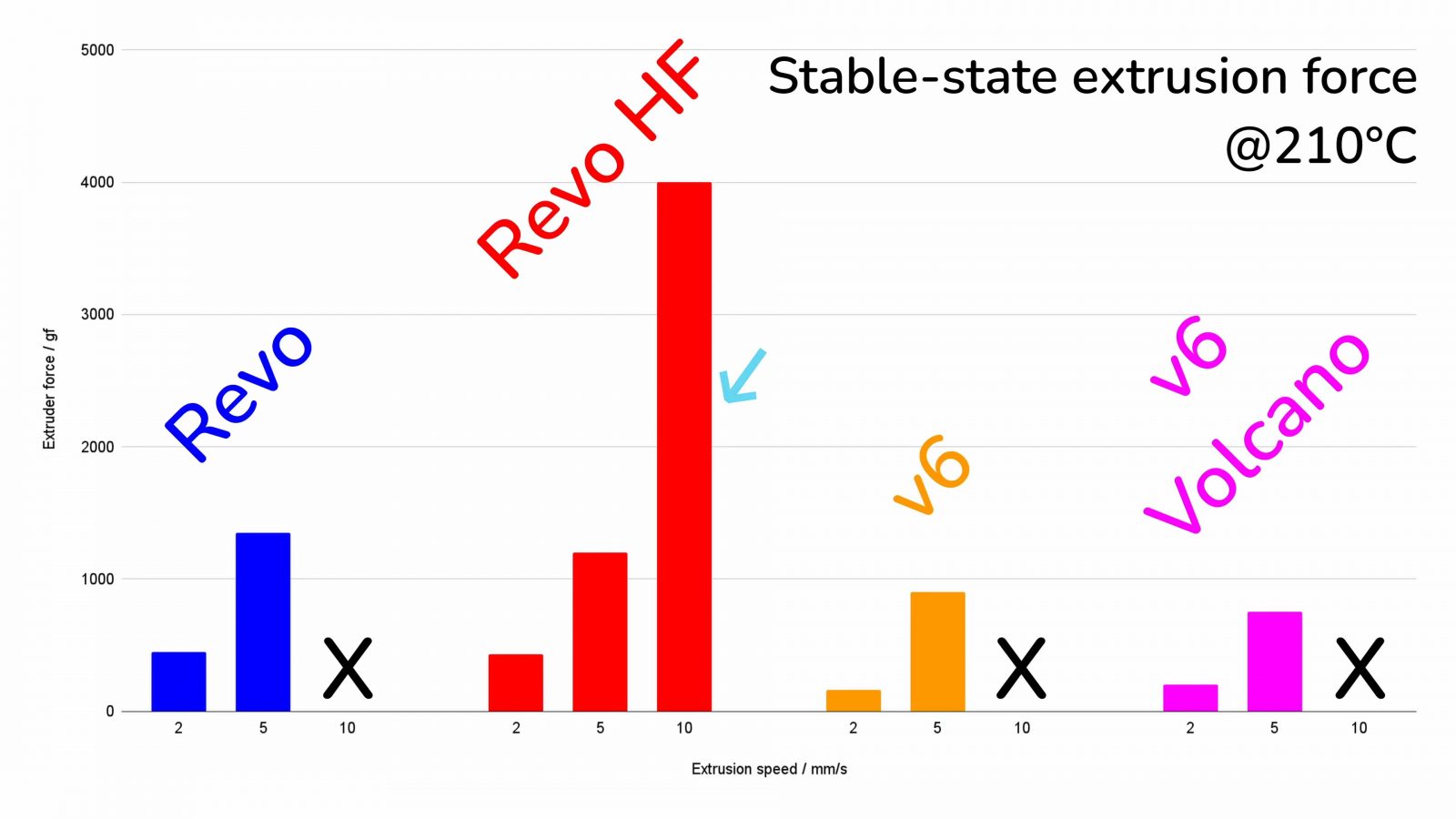
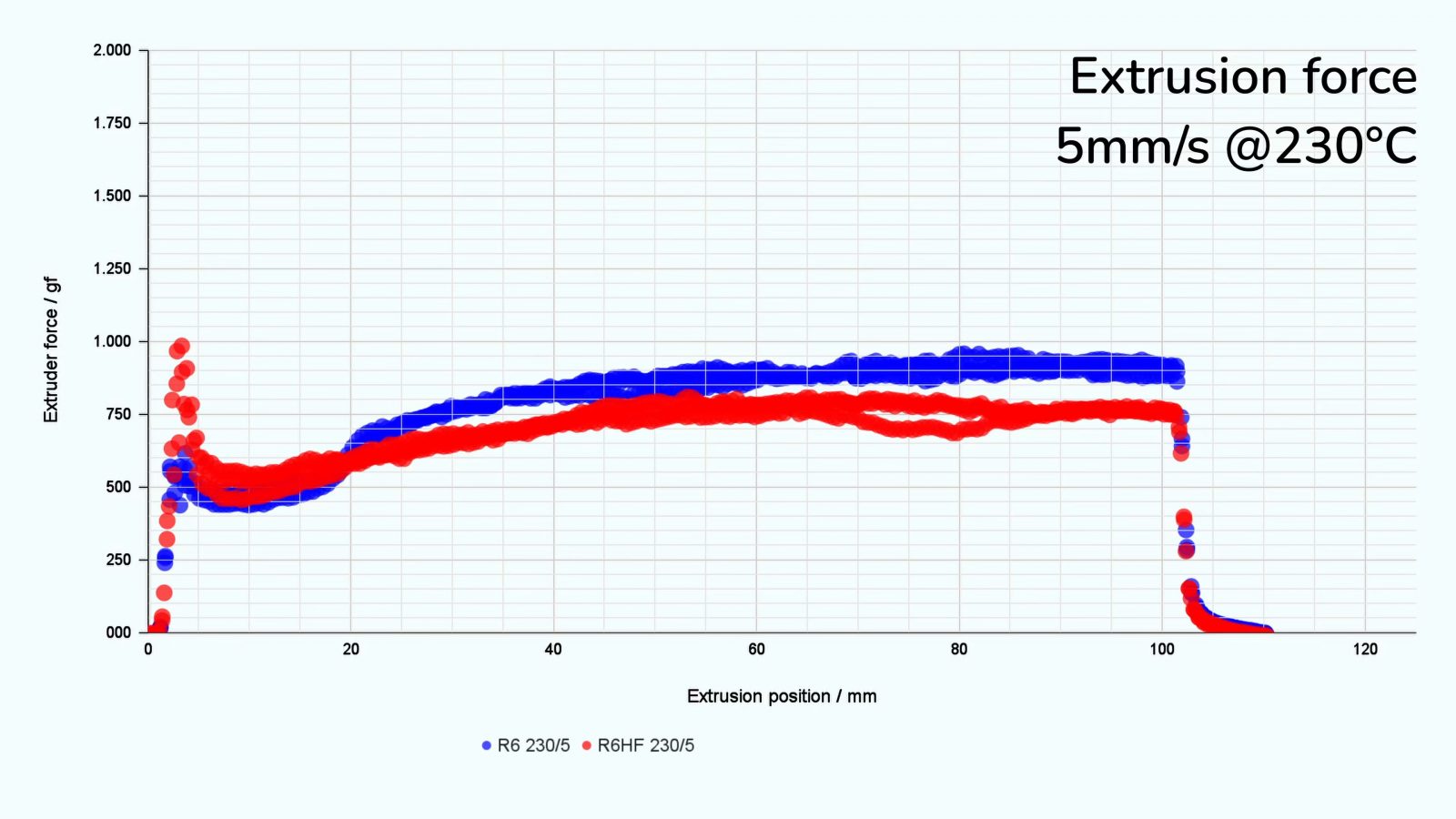
This is just something to note, the ultimate performance didn’t change from this, but it’s interesting. Without a temperature bump, remember this is all done at 210°C and then a separate set of tests at 230°C, without a temperature bump, the Revo High Flow was the only nozzle that could do 24 mm³ a second. All the other nozzles required a bump to 230°C. The V6 could never do it just a stock V6 with the short nozzles, couldn’t do 24 mm³ a second, and the stock non-high flow Revo did have significantly higher forces required to push PLA at that speed at 230°C.
Now, of course, you don’t want to bump temperatures if you can avoid it, it just makes for a less consistent extrusion, if you print slower, the filament has more time to cook and to fully heat soak, so it’s going to be much more liquid. It’s going to be tough to print with higher temperatures because basically, you’re compensating for something that you can’t really compensate for with temperature, you really need that extra thorough heating which you’re not going to get consistently by just bumping the temperature. Otherwise, there isn’t much difference between the stock Revo and the Revo High Flow at normal or lower speeds. This isn’t a downside or an advantage either way until you get into the higher flow rates.
You don’t need any improvement where stuff already works, and it is good to see that the high-flow insert doesn’t add any extra drag to the extrusion path, that would be a step in the wrong direction.
One thing I should maybe also note is that there is a slightly different approach in extrusion with the CHT or the High Flow design versus Volcano-style, Supervolcano, or Magnum designs, and that is that the Volcano, Magnum, Magnum Plus, Supervolcanoes, just have a larger reservoir, a larger buffer of preheated filament that they can tap into. You push fresh filament into it and it empties that buffer first, and once that buffer is empty you do get a slightly higher extrusion or melting rate.
In typical printing, it does work pretty well, because you’re never going to have or rarely going to have a super high flow constant load unless you’re doing solid infill. In that case that’s going to be a limiting factor. Revo High Flow and CHT, on the other hand, have basically the same amount of pre-molten filament volume as a V6 or a regular Revo nozzle but the High Flow and CHT aim to continuously provide more melting rate as you go. The more thoroughly heated filament makes, I think, for a cleaner and better approach. Volcano and Supervolcano always had a bit of an issue with oozing, because you just have so much material cooking away, in contrast with that, the High Flow is also better for filament degradation, of course, again, lower temperatures, more better. It does require a quicker heater tune on the Revo, especially because the Revo heater cores have such low thermal mass, they’re very small compared to a Volcano or even a V6, but in general, that is an approach that I very much like. It’s in a similar vein as the feed-forward systems like input shaping or pressure advance, where you rely on software to compensate for known limitations or known properties of a thermal or mechanical system instead of just overbuilding that system so you can have your slow or imprecise control system doing its thing and not have to worry about. This is the more modern, the more elegant approach.
On the note of heaters, I did not use the new 60W heater that they did supply with this hotend, or with the nozzle, I kept to the 30W heater for both the Revo, V6, and Volcano just to keep things fair. I don’t think you need the higher heating power unless you push it to the absolute limit, but at that point, you’re going to run into other limits first, namely your extruder or motion system.
Overall, the Revo High Flow now provides with the 0.6 a slightly superior experience to Volcano. The Revo, in my initial testing, the 0.4 was slightly worse than Volcano, this is now slightly better.
Now, of course, the question is, do you need one?
And the answer is simple, probably not. For 40 bucks, sure, Revo is already an expensive ecosystem to buy into, so might as well. And it’s the only option for higher flow if you’re already invested in the Revo ecosystem, there’s simply no alternative. It does make sense if you want to use Revo in a faster motion system and if you’re buying new nozzles anyway, you might as well get the high-flow version. If you’re building a Voron or if you’re upgrading any of the other core xy systems to a Revo, then this might be a good option if you really want to push speeds. Otherwise, if you aren’t running into limitations with your current setup, you don’t need to upgrade to a high-flow nozzle.
Get the Revo Highflow nozzles from E3D
Get the Revo Highflow nozzles from Matterhackers
The original Revo Review on YouTube and on my blog
💙 Enjoying the videos? Support my work on Patreon!
Product links are affiliate links – I may earn a commission on qualifying purchases (at no extra cost to you)

Check out my second channel “More Layers” on YouTube for livestreams