
I need a 3D printer that’s always ready to print. That’s just always set up, always ready to go, so that when I have an idea for something that I want to print, I spend five or ten minutes designing it and then can send it right off to the machine without having to hunt for slicer profiles, load filament, prepare the bed or do whatever little naggy job to get the machine working. A good while back, I had a Mendel90 just set up with OctoPrint, it had ABS loaded in it, and I could do exactly that, those were the good times, I could send it something and I could be mostly sure that it would print it just fine and I could pick up my part two hours later. I was printing more useful stuff with that setup than I have ever since, so I want it back. And this one’s going to be even better – with four different filaments loaded up at any time and ready to choose in the slicer, and with remote monitoring that can even alert you when your print starts going wrong. So let’s check out what goes into my perfect, always-ready printer setup.


So of course, yes, this isn’t totally perfect, but it’s a fine balance that involves not making this system too complex from the start and ending up with an unmaintainable mess that I’d, again, just end up not using.
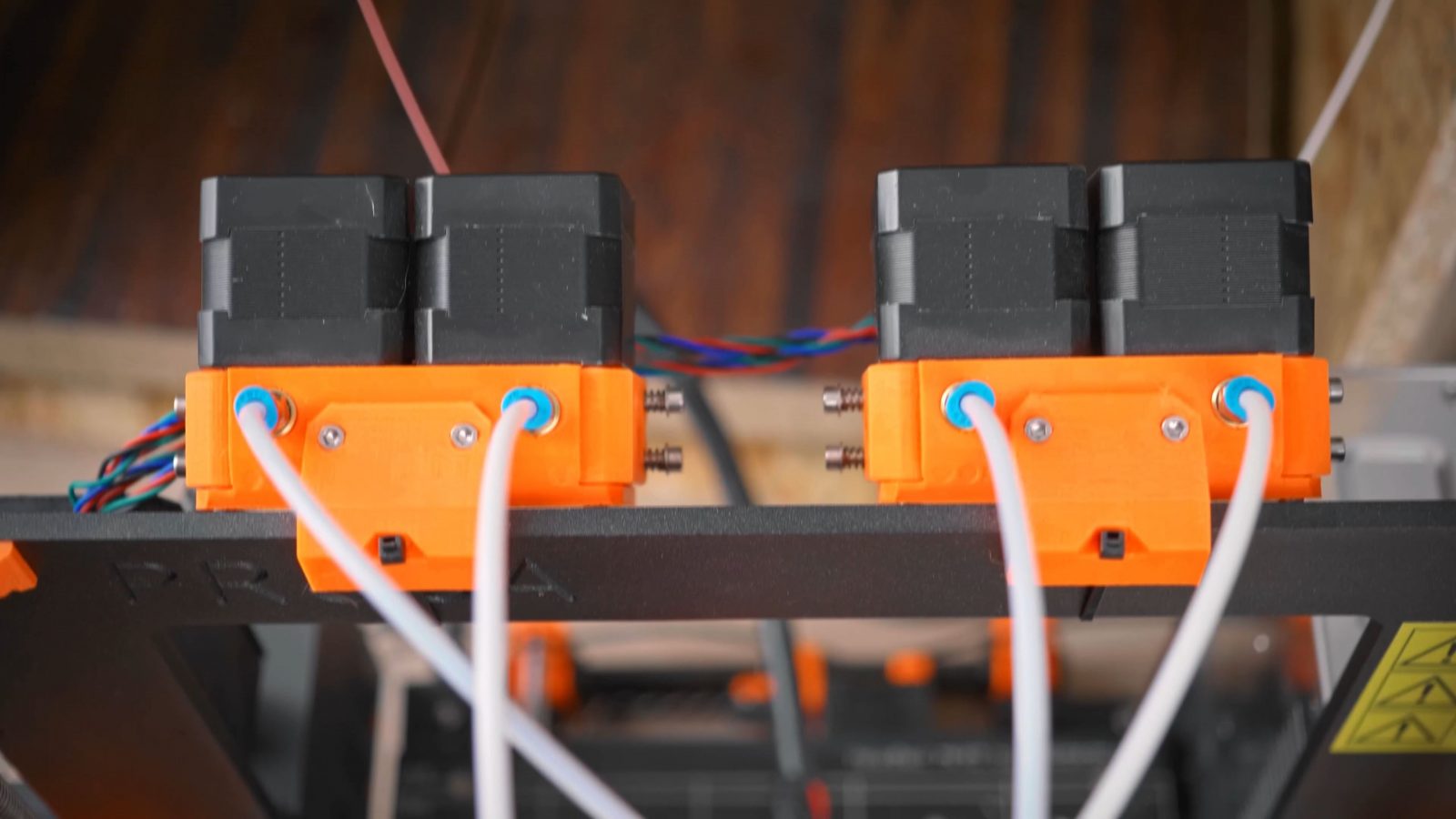
Let’s start with the centerpiece – a Prusa MK2 with the MMU upgrade.


This is not the MMU2 that you’d use on the current MK3 and MK3S, this was their first dabble into multiplexing filament setups, and as such, it’s not very good. Like with a lot of the other many-in-one-out hotend setups, I’ve had tons of issues with this one, not just when it comes to trying to print water-soluble PVA with PLA or PETG, which is naturally a huge pain, but also just with trying to print multi-colored parts that have one or two filament changes per layer. So it’s not very good of a multimaterial printer, but it’s still got four fully-features extruders that you can choose from at any time.

So the way I’m going to use it is basically like a pick-and-choose single material printer. Now, compared to a regular MK2, it is a bowden and not a direct-drive setup, so PETG prints a bit more stringy here and flexibles are a big no-no, but overall, really for just an everyday printer, it’s totally usable.
After reactivating this printer from its extended hibernation, basically since I got it, there were a few things I had to fix. They all revolve around getting reliable prints out. I had the issue that after a few layers, the extrusion would just stop and when I came back to it, the extruder had almost entirely chewed through the filament. I did try to remove the multiplexer, because underneath this setup there’s actually just a regular E3D v6 that you can plug a regular bowden tube into, but that didn’t fix it. So there must have been an issue with the extruder or the hotend itself – and as it turned out, it was both. First, the hotend, which was a clogged nozzle. Printing PVA tends to create really nasty charred deposits in the nozzle that are nearly impossible to clean out, so this nozzle was a goner. Instead of replacing it with another 0.4mm one, I went for a slightly larger 0.5mm one. Now, just by using a larger nozzle, you’re not going to get faster prints, but it does lower the flow resistance of the hotend, which means, for me most of all, more reliable prints, but it’s also more suitable for larger layer heights. The 0.35mm layer height profile in Prusa Slicer works well with the stock 0.4mm nozzle, but I’m thinking I might be able just to eek out a bit more effective speed without losing too much in detail reproduction. Where you’re going to gain the most in speed is if you need a set shell thickness of your parts. For example, if you need a 2mm shell, you’d use about 5 perimeters for a 0.4mm nozzle, but you only need 4 for a 0.5mm one. Roughly.
Infill is also going to be faster for the same percentage, but also coarser, so it won’t do as good of a job of supporting top layers.
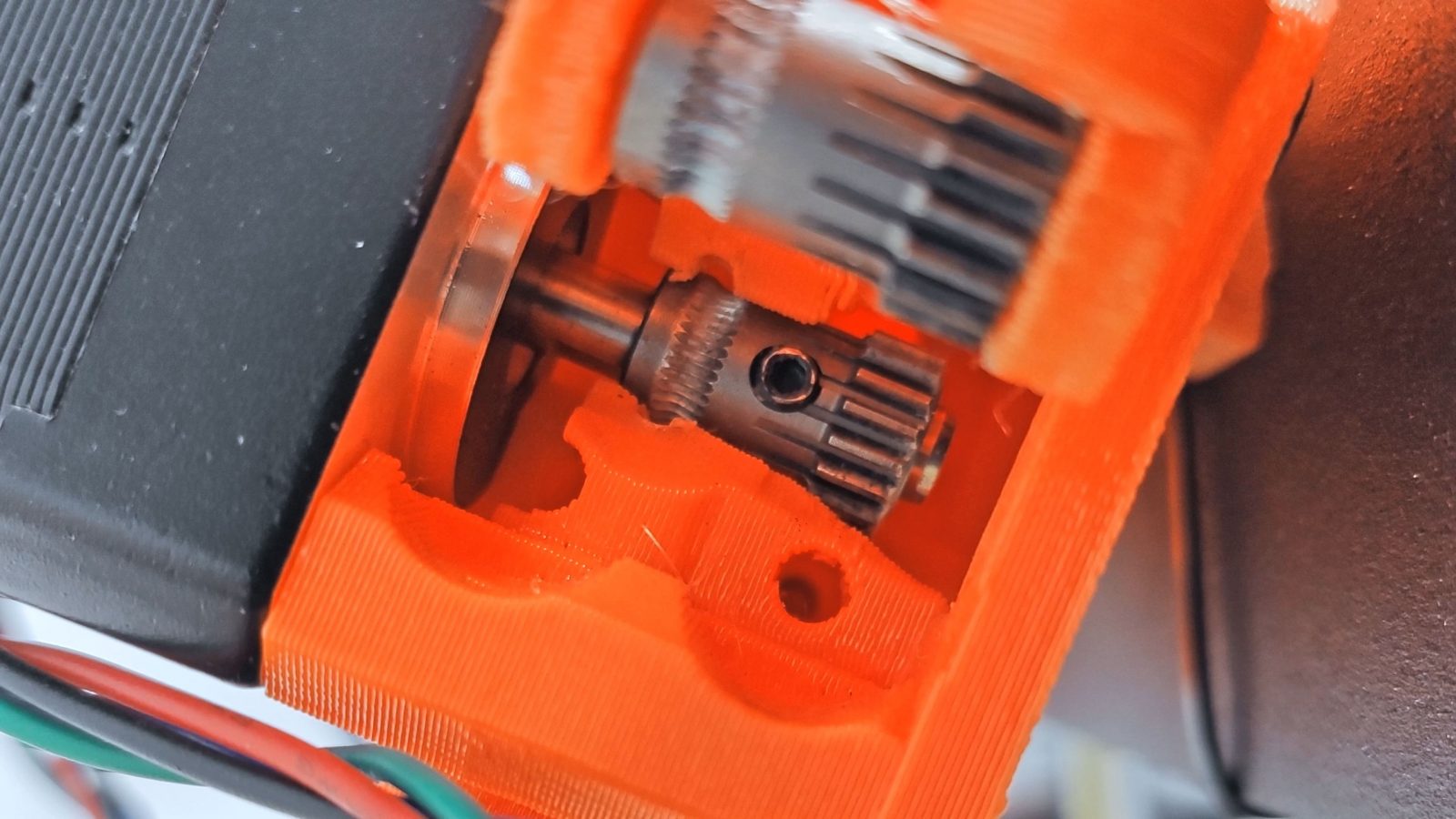
Anyways, the 0.5mm nozzle works well – I’ll show you in a second what I did to the slicer profiles to make it work. The other thing was the extruder – I noticed that the Bondtech drive gears were anything but lined up with the filament path, so I fixed that while I was at it. This isn’t an MMU that I assembled.
So with a new nozzle and the extruder realigned, the MK2S MMU1 was printing well! Time to move on to the next piece, Octoprint. So this is basically a normal Octoprint setup, I’ve got this connected via wired Ethernet to avoid flaky WiFi, in my case I’m using powerline because I don’t have actual ethernet wiring in the printer cave, but I still needed a way to at least monitor the print remotely. Now, it’s generally not a good idea to leave a printer unattended, but I trust some of my machines enough to leave them running without me babysitting them the entire time, at least for low-risk prints. There are some good options listed on the OctoPrint website, and 3D Maker Noob has just posted a video where he explains his setup with Raise Cloud, but the two I tried were PolarCloud and The Spaghetti Detective. Both do remote monitoring, maybe in a slightly different way, and the first one I tried was PolarCloud. Now, I didn’t end up using them, because obviously when you use a cloud monitoring service, you’re going to need an account and they only let you sign in with an existing Google, Facebook, or Microsoft account and the only one of those I really use is Google. Now, when you choose to log in through Google, PolarCloud requires you to give them access to your entire Google Drive content, which they say is for easy printing from Google Drive in education settings, but due to obvious reasons, I neither want to nor even legally can give them access to my Google Drive content. They say you can, of course, create a new account – with Google – but managing and switching between my private and business accounts is already a royal pain in my glutes and I don’t really want to add yet another Google account on top of that. So Polar Cloud was out for me.
Now, The Spaghetti Detective is actually not really known for remote printing, their unique feature is actually an AI they trained to detect failing prints based the webcam you’ve hooked up to your OctoPrint setup.
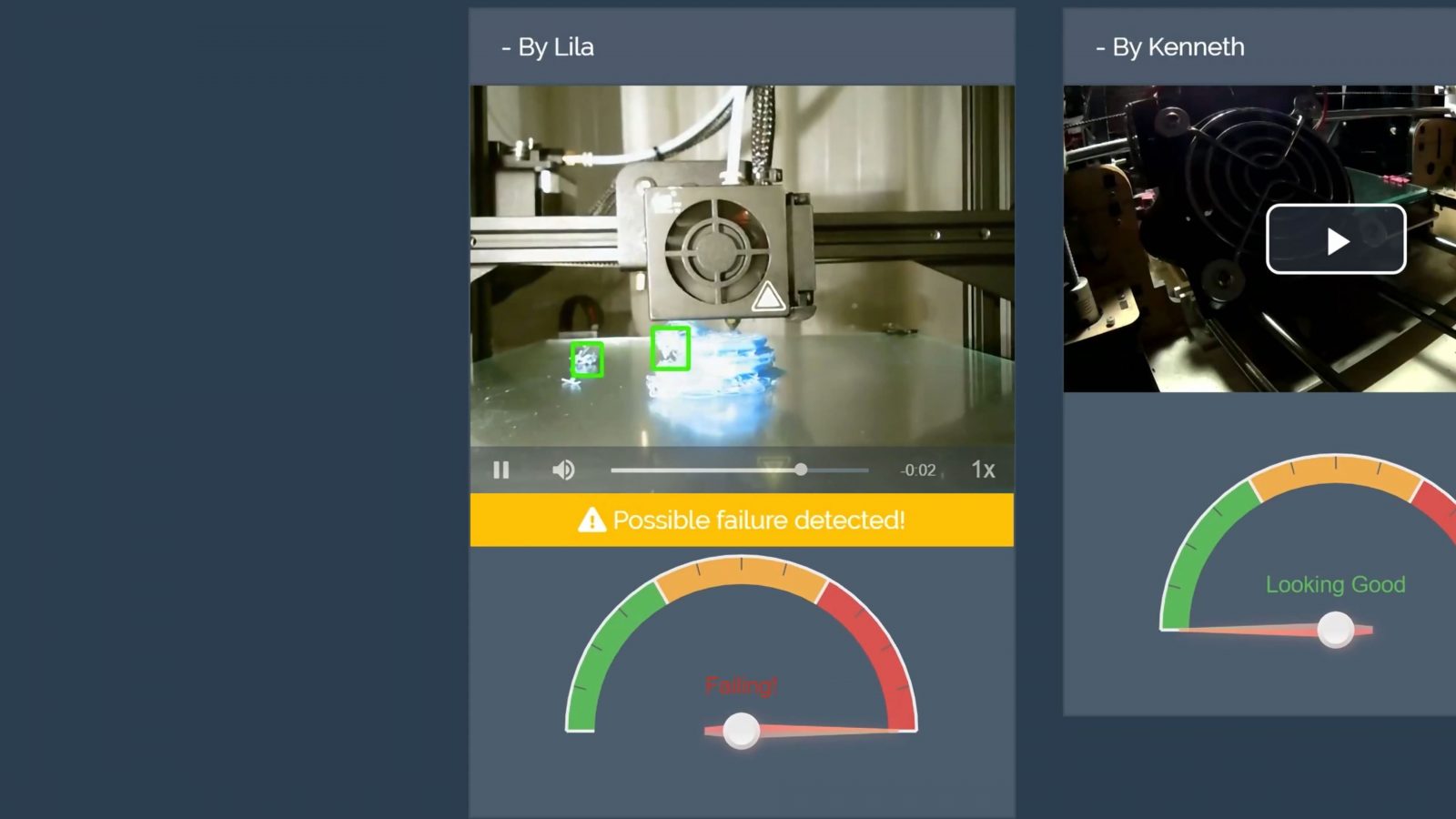
You can use that, but you don’t have to, and even with their free plan, it’s super convenient to check in with your print every now and then and see if it’s still doing well. Uploading gcodes and starting a print remotely is only supported in their paid plans, but I think for most of us, we’ll be in the same location as our printer most of the time when we start a new print.
So, network setup – OctoPrint + The Spaghetti Detective, that’s sorted. Next up, the slicer.
Now, I like to use Prusa Slicer for many things. But since we’re using a Prusa Machine, it makes extra sense since it includes well-tuned profiles for the MK2S and MMU1. There are a few tweaks, though.
So Prusa Slicer gives you two options for running the MMU – either in “single material mode” or in true “MMU” mode. Now, it might sound intuitive to use single-material mode, but that’s actually the inferior choice in this case.
So single-material will, first of all, disable any multi-material capabilities within a single part and also remove the prime tower, but it will ask you at the printer before every print which extruder you want to use.

First of all, that would require me to walk over to the printer and select an extruder every time, but it would also introduce a possible issue where I can just select an extruder with the wrong type of material loaded up. So instead, I want to use the full multi-material mode.
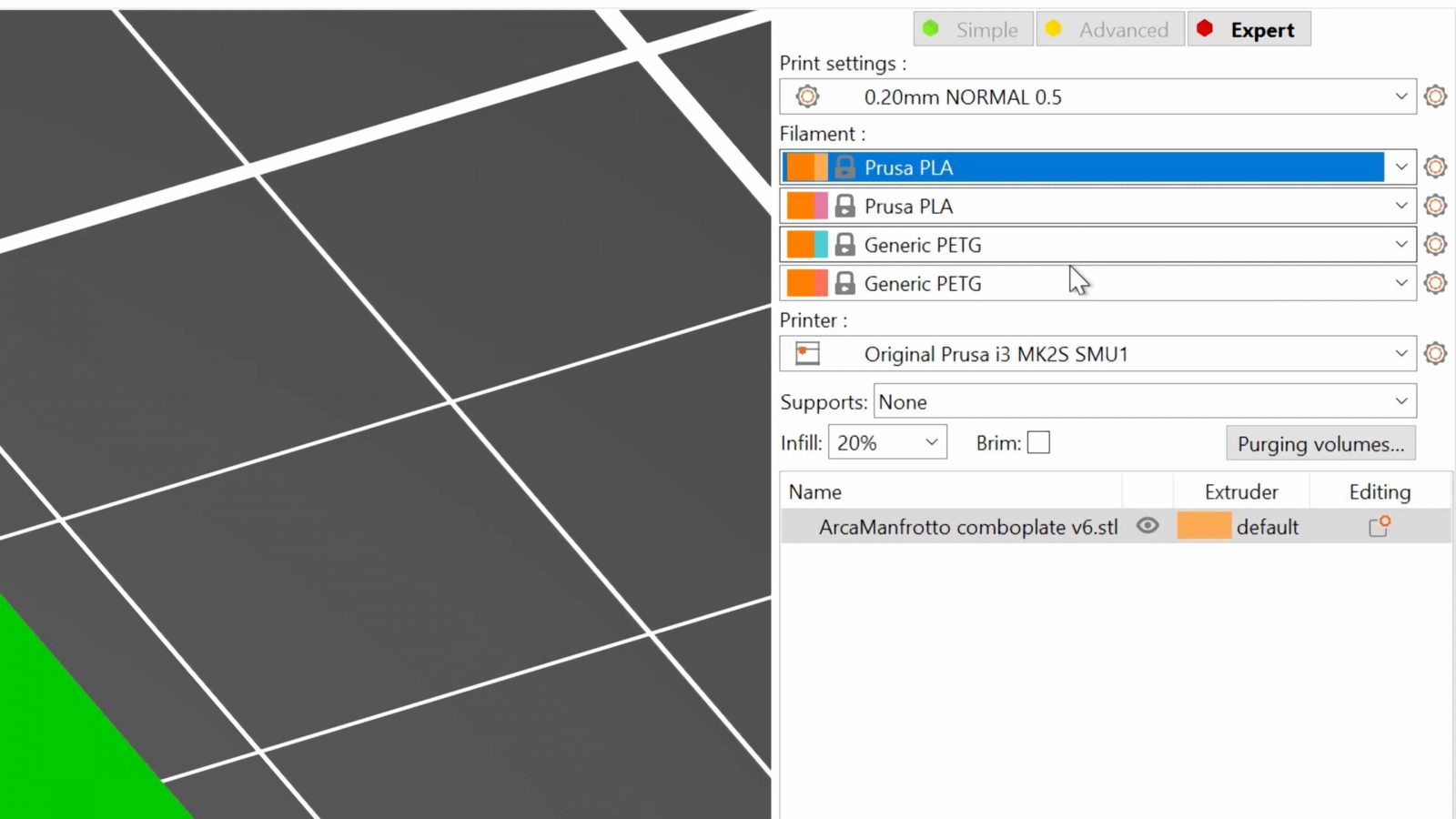

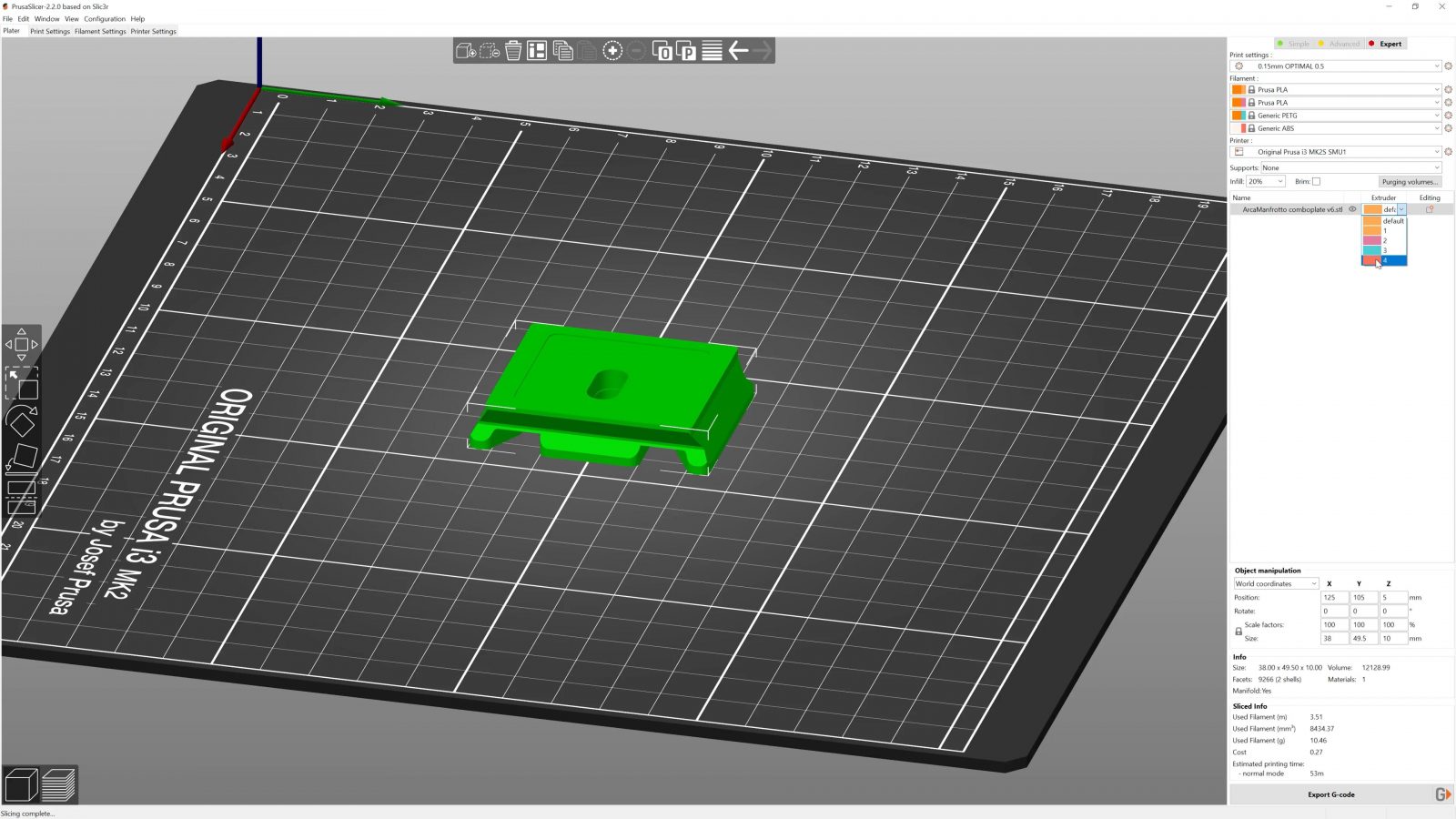
You can choose which material is loaded up in each extruder, so what I want to have available is two types of PLA in extruders 1 and 2 and then a PETG in extruder 3 and finally, an ABS in extruder 4. I’ll set this up in PrusaSlicer and then I’ll load the matching materials on the printer itself.
What you can then do is to load in a model – watch the prime tower disappear – and then just select the extruder and with it, the material you want to use right over here. So now the printer knows everything it needs to start the print right away and there’s no possibility of mixing up the materials. You choose it right there and that’s it.
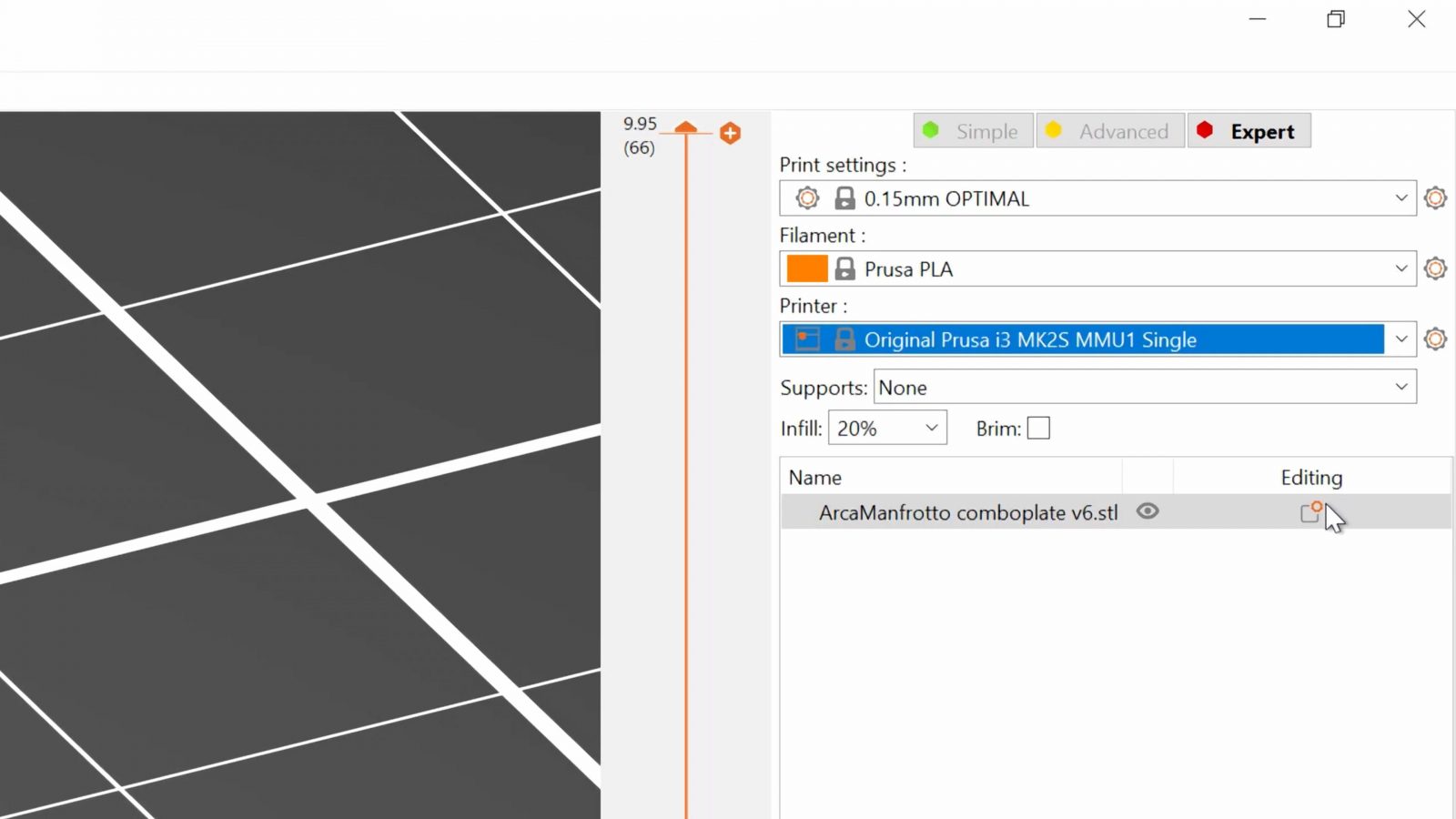
With the 0.5mm nozzle, there are a few things that I changed in the configs to make use of that. Now, after I had already installed the 0.5mm, I remembered that there is actually a full config included in PrusaSlicer for a 0.6mm nozzle, so if you go for a nozzle swap, maybe go right to .6 instead of .5. But anyways, what I did was this: Starting with the 0.2mm layer height profile, in the print settings tab, I went to “Advanced” and added roughly 25% to all the extrusion widths since the .5 nozzle is, after all, 25% wider than the .4 one.
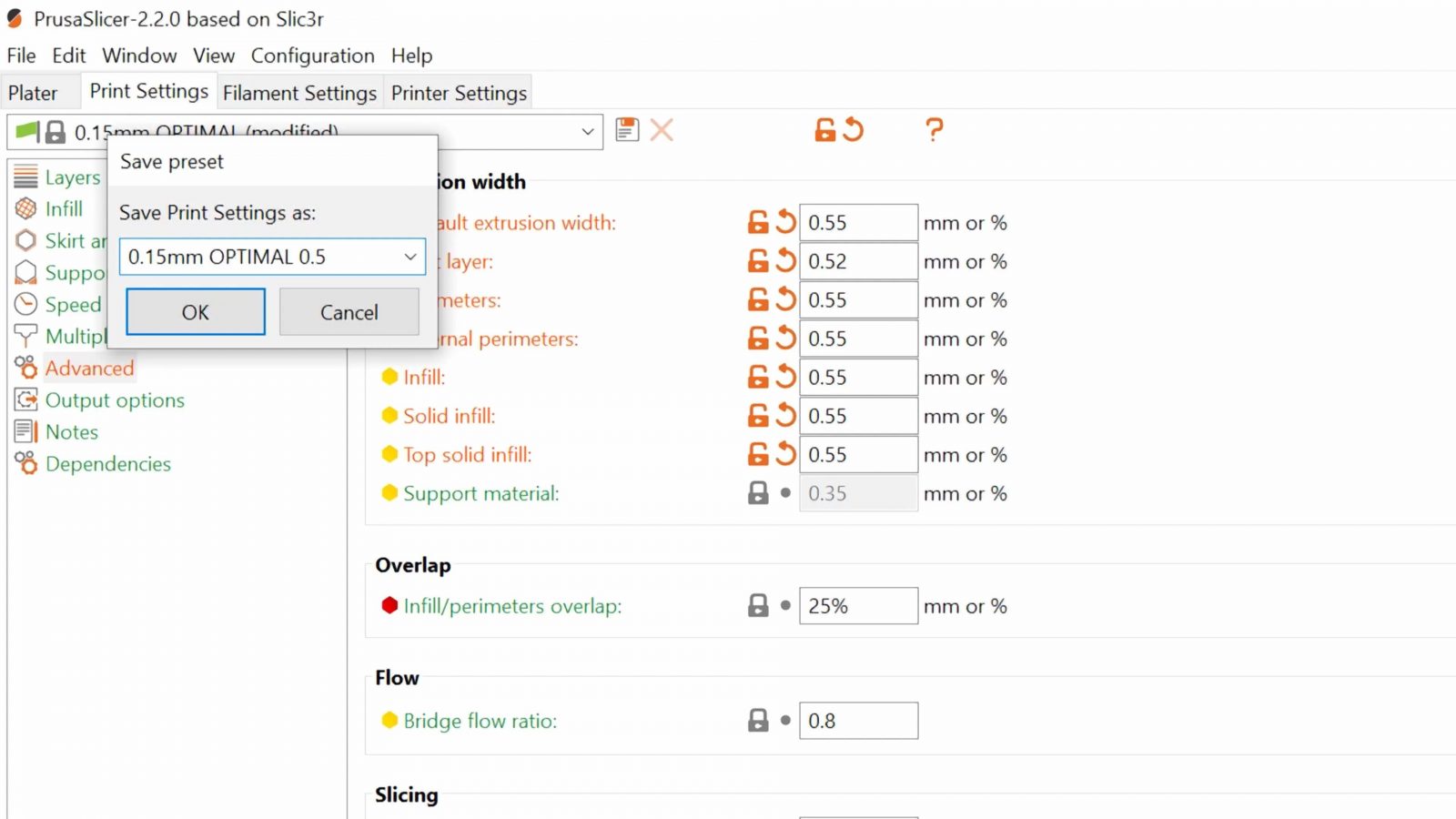
I also updated the dependencies to correctly read “0.5” for the nozzle diameter so that the profiles wouldn’t get mixed up and then I saved it as a new profile with an obvious remark in the name.
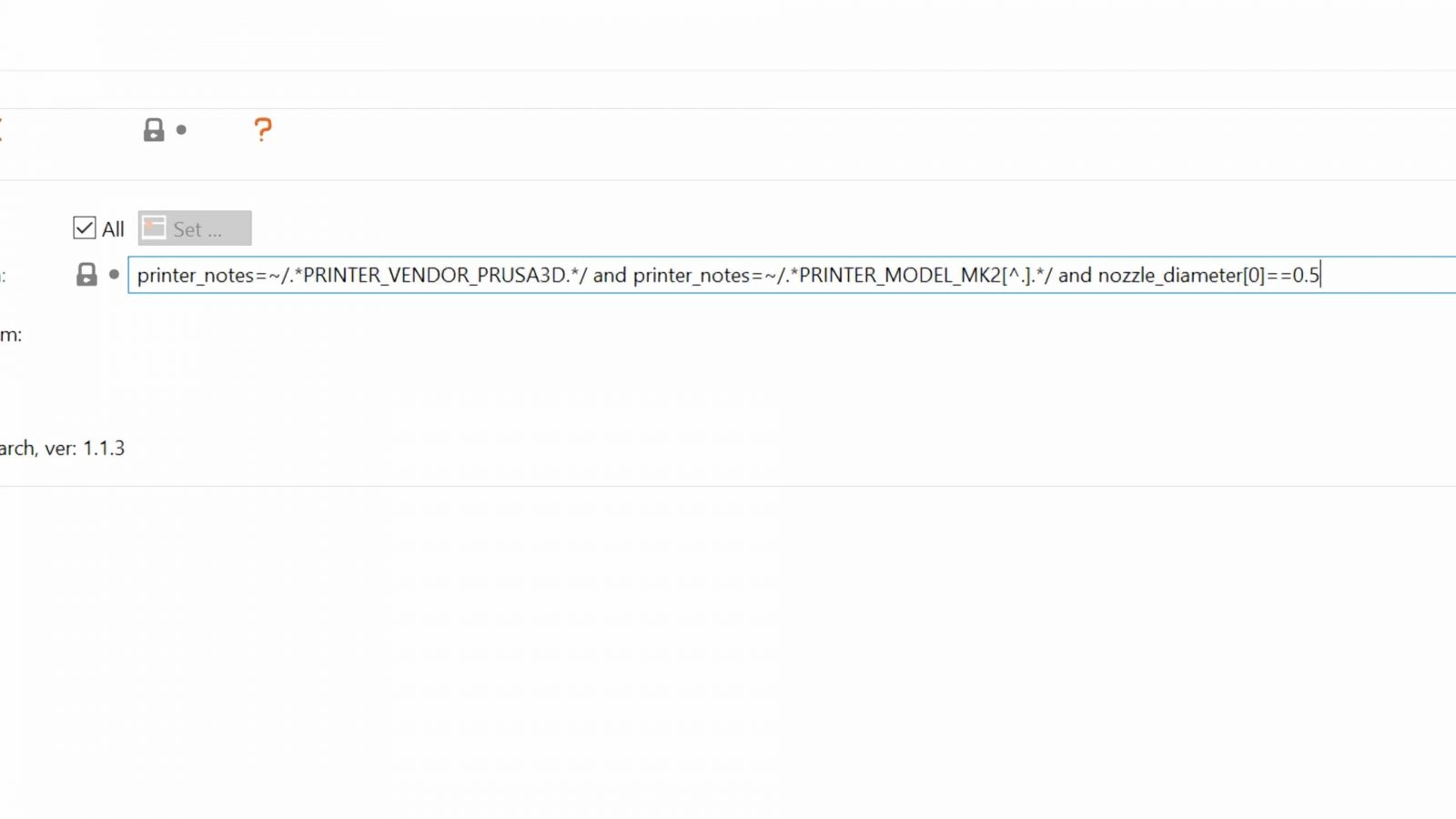
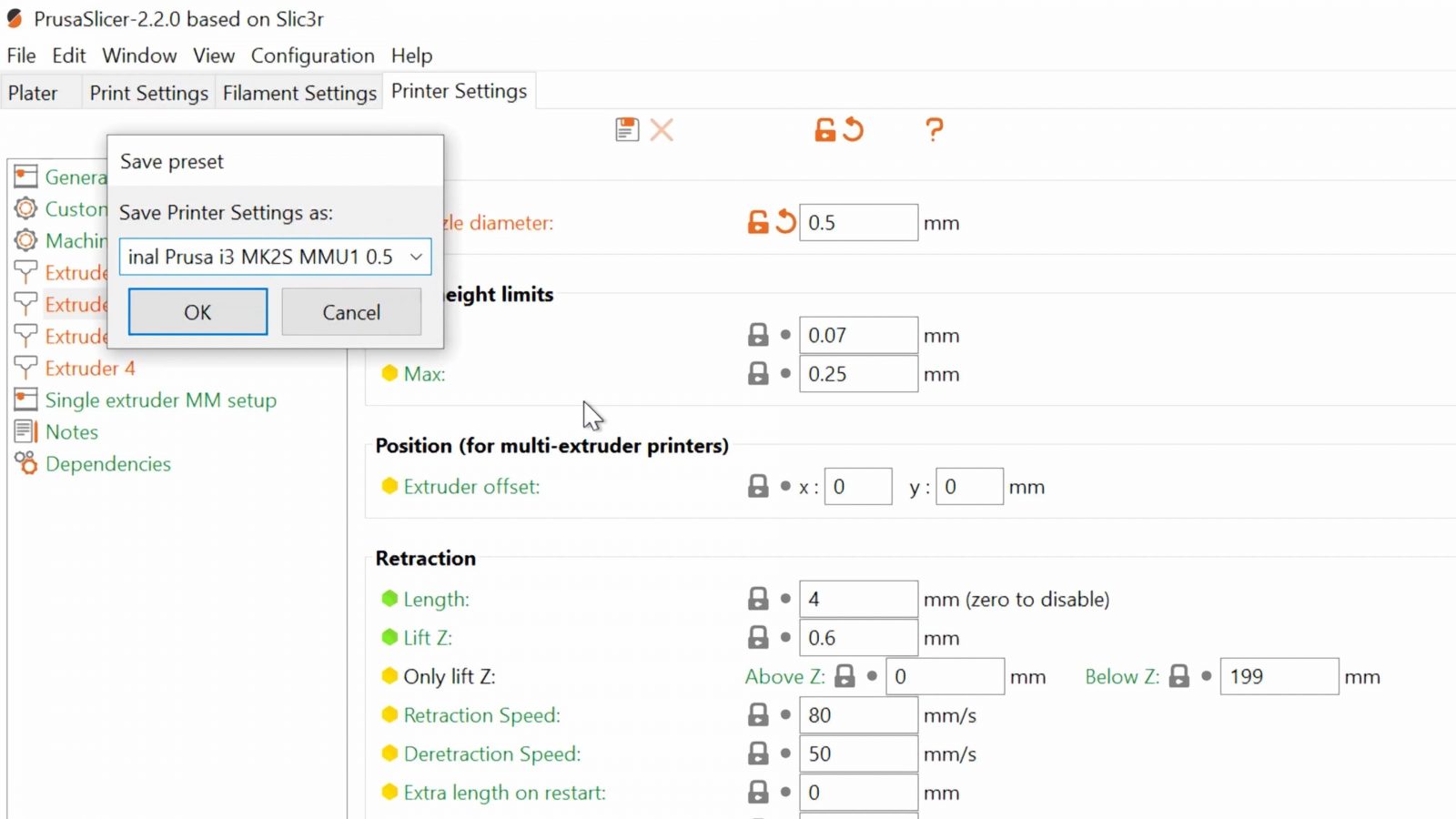
So now, this profile should only show up whenever you’ve got a printer with a 0.5mm nozzle selected, so we still need to head over to the printer settings and change the nozzle diameter there to 0.5. Save as a new profile, done.
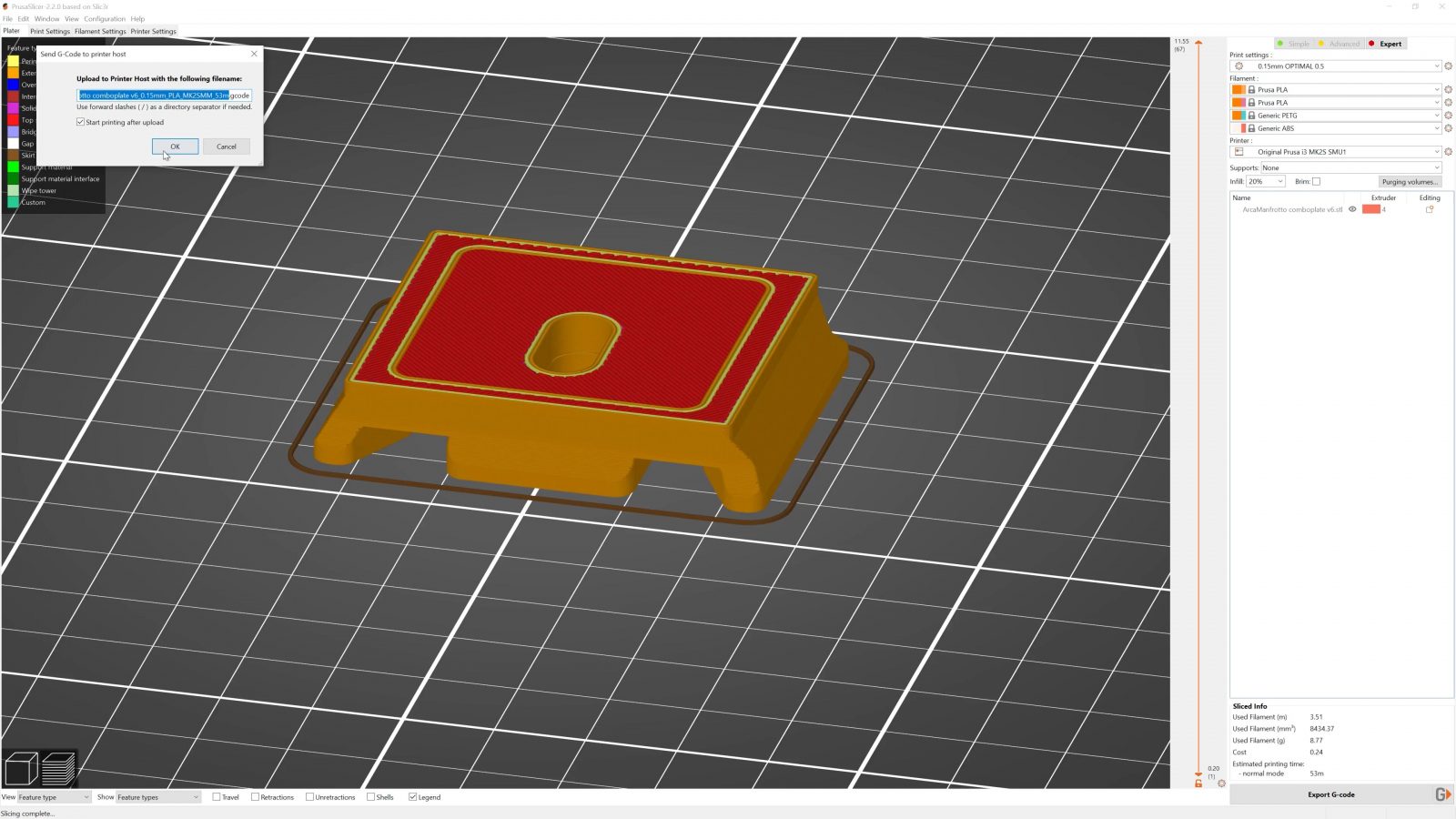
So one last thing in the printer config that makes this so much more convenient to use – connecting PrusaSlicer to Octoprint. In OctoPrint, you’ll find your API key in the settings menu, copy that, then in PrusaSlicer, select your OctoPrint instance and paste the matching API key. When you head over to the plater tab, you’ll find this new “send gcode” button down here and with that, you can send your print right over to the printer without having to export gcode and then manually uploading it to OctoPrint. It’s so convenient!
So, here’s what the full printing process looks like: First, make sure the printer has its bed cleared from the last print. Then, you grab your stl, pull it into PrusaSlicer, select your infill ratio, supports etc, pick your material, hit “send gcode” and because the printer is ready to print, you can even select “start after upload” and it will start printing right away when the upload is done.
The printer will do its warmup, pick the right material, and once it’s done printing, it will also unload the filament just enough to make room for any of the other materials to start feeding.
Rinse, repeat, rinse, repeat.
One last thing I did was to drop the MK2S MMU1 into my printer enclosure box, this is open on the front, but still provides a bit of draft protection for printing ABS or PETG, it’s also got lights built in to help the webcam out when it’s dark and there’s this vibration damping mechanism in here, highly professional, which is just the stovetop cutout from my kitchen countertop to give it some weight and stability and a piece of foam to decouple the printer from the box and whatever surface it’s sitting on.

It’s also got a filament rack on the back, but it’s definitely not a bad idea to use a drybox if you want to keep PETG or ABS loaded up. With just a bunch of different PLA colors, it’s totally fine, though. And yes, having filament on the back of your printer can be somewhat inconvenient, but of course, this could be positioned wherever, even on the side. For loading it up, it’s actually not bad because all you need to do is to feed the filament through and then into the extruders and that’s all pretty well accessible even when just reaching through.
So there you have it, that’s going to be my printer setup for just getting stuff done. Of course, I’ll still be reviewing, testing and using other printers for reviews and stuff, but for now, this is going to be my “productive” setup that I can always just come back to and get stuff done efficiently. If you’ve got something like this set up, too, share your tips in the comments below, especially if you’ve got, like, a solution to an issue you ran into or something that made your life easier. You never know, somebody else might be looking for the exact same thing!
And a big thank you to all the Patrons and YouTube members who are making this channel possible, even in times like these. Thank you all very much. If you want to join as well, check out the links in the description, but even just watching the videos, leaving a like and maybe even subscribing if you really like the videos, that would be awesome. Or share the video with your friends if you think that they could use the inspiration.
In either case, thank you all for watching, keep on making, try and keep yourself and the people around you healthy, and I’ll see you in the next one!
LINKS
Filaments by DAS FILAMENT and AprintaPro
💙 Enjoying the videos? Support my work on Patreon!
Product links are affiliate links – I may earn a commission on qualifying purchases (at no extra cost to you)

Check out my second channel “More Layers” on YouTube for livestreams