
You can now slice your 3D prints directly in Fusion360, and their slicer actually has a few really nice features. But should you completely switch over to just slicing through Fusion360? Let’s check it out.
Okay, I think this has been hardly a surprise to anyone: Fusion360 is already the preferred way of modelling parts for 3D printing for a huge number of you and they’ve also had really good CAM for milling and turning integrated into the software for quite a while. So now, there’s slicing in there as well, and it’s really neat to kind of have everything in one central location without having to export, import things back and forth between a bunch of different tools.
Set up and Workflow
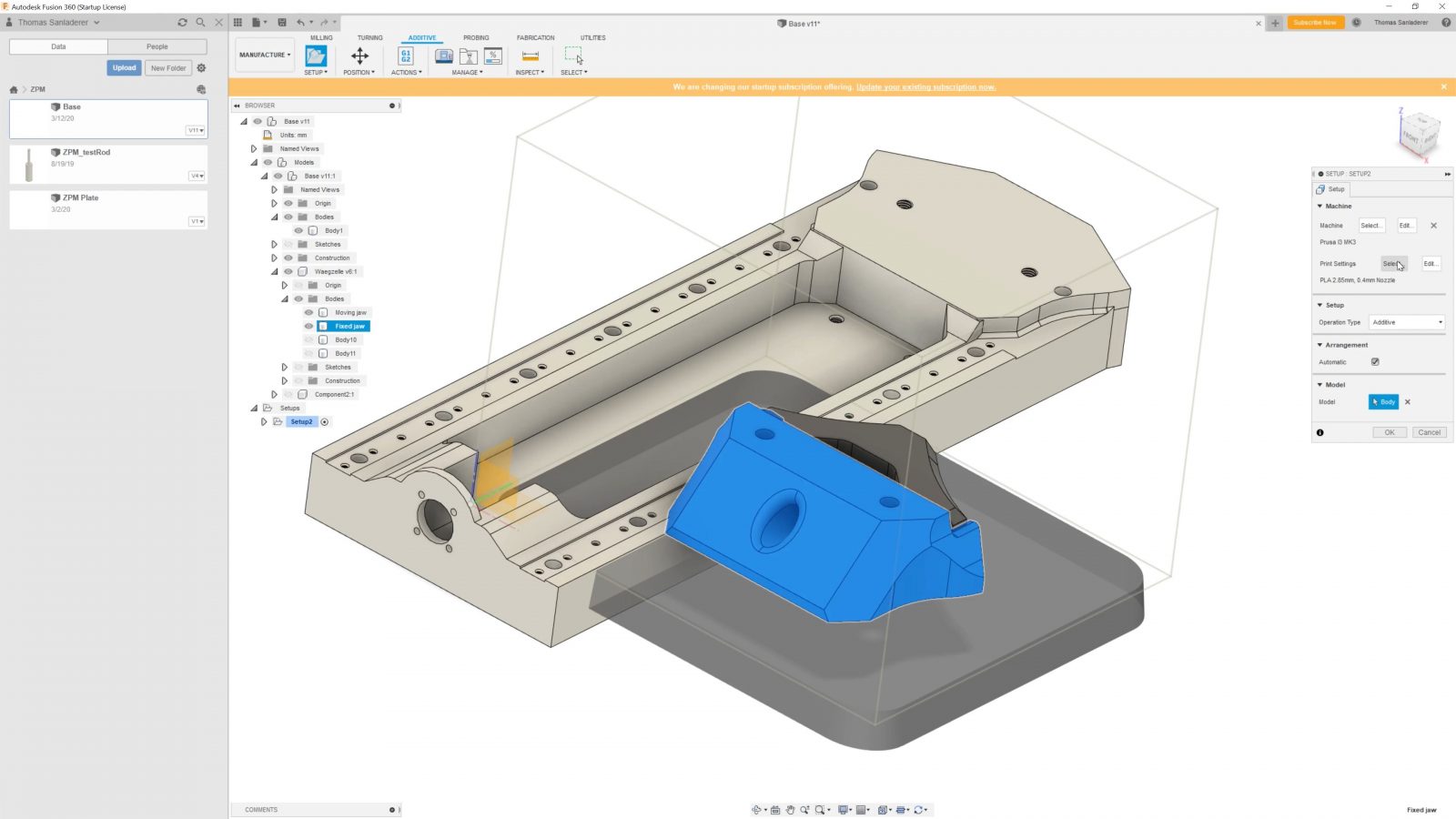
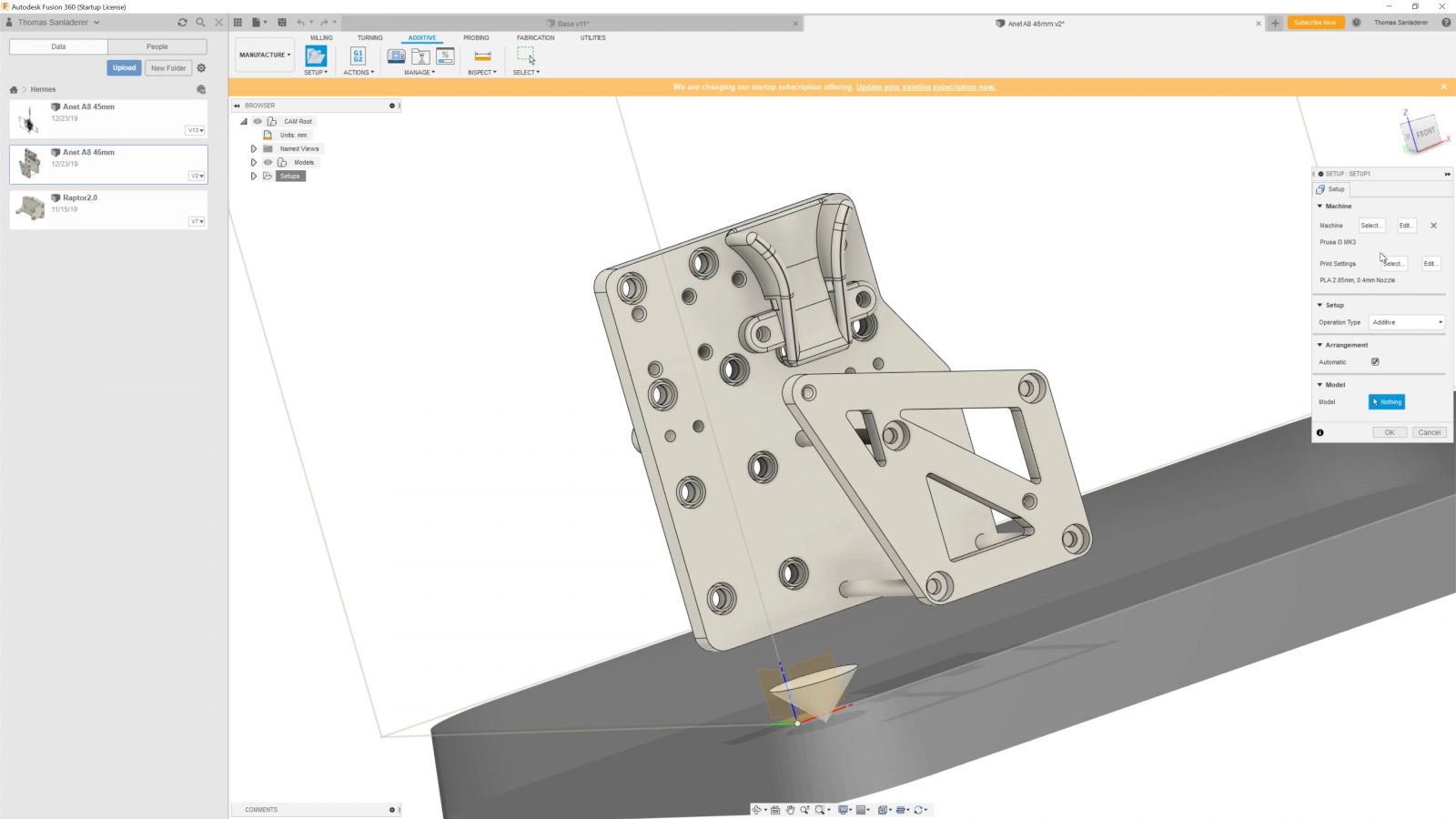
So if you’ve ever used the CAM workflow in Fusion360, then this will feel very familiar. To get into the slicer, you simply switch your workspace from “Design” to “Manufacture”, then you create a new setup, choose the machine you want to use, and that will automatically switch from a milling set up to an additive setup. I’ve already got my Prusa MK3 in here, and that was a pre-made setup that Autodesk provide, they’ve got a few sample configurations already for things like the Anet A8, a bunch of Creality machines, the Prusas and the Ultimakers. And yes, it does already support dual-material prints, but since my Ultimaker 3 is kind of in a permanently clogged-up state, I wasn’t able to try that out yet. Now, for each machine you get to choose a Post script, and that’s essentially the second part to your printer setup. So the printer config itself defines what the machine is capable of and what its limits are, and that info is needed at the very start of the slicing process, and then the post script, at the very end of it, is basically your gcode output script, that translates the paths that the slicer has created into a file that the printer can read.
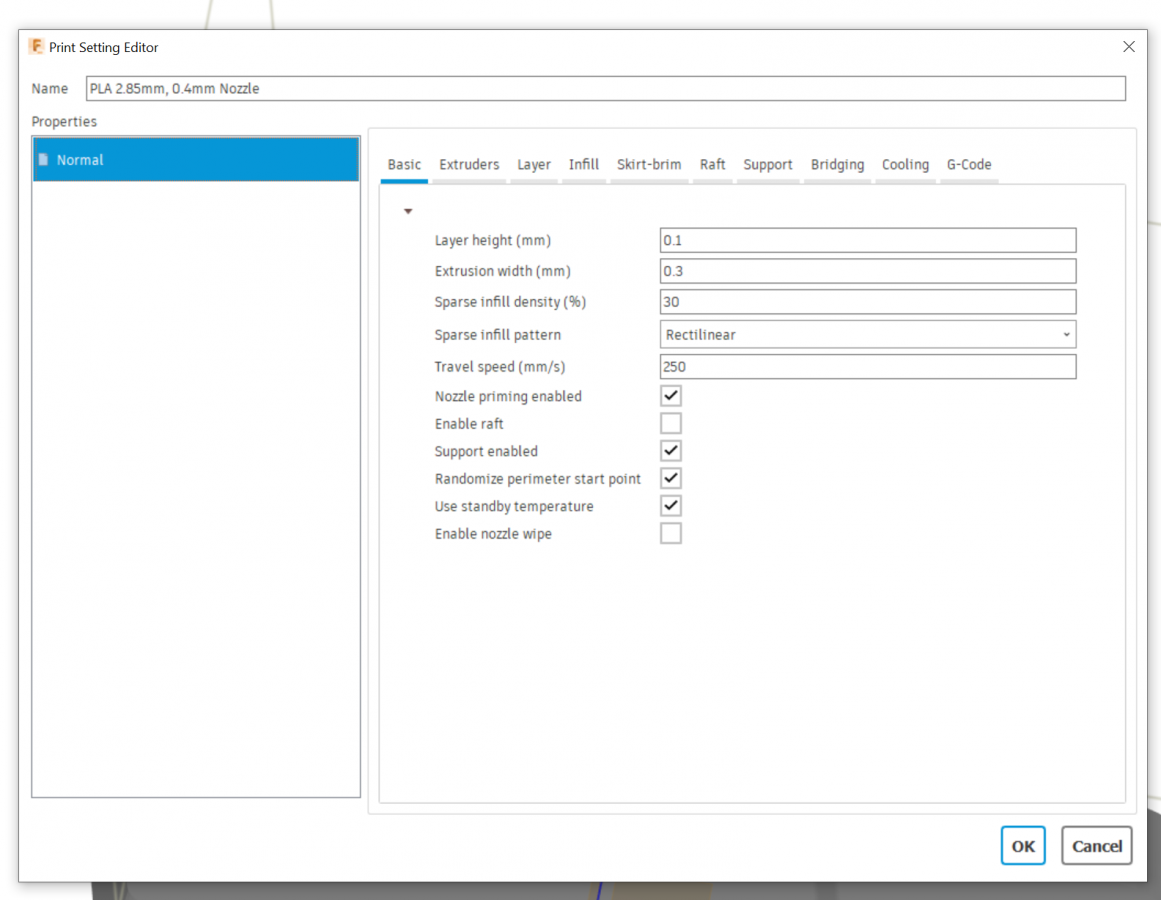
Lastly, you’ve got the actual print and material settings, and the interesting thing is that it looks like those are shared between printers, so the configs that Autodesk are providing here are the same no matter what kind of printer you have. So for best results, you’re probably going to have to tune some of these settings to your own machine, but for now I’m just using the default. Then choose your model and that’s the setup done!
Prints
So at this point, we can actually go in and “generate the toolpath”, aka. slice everything, inspect the toolpath and then export it, or, in Fusion’s language, “post” it to the machine. So that’s the basic workflow and that has printed this part.
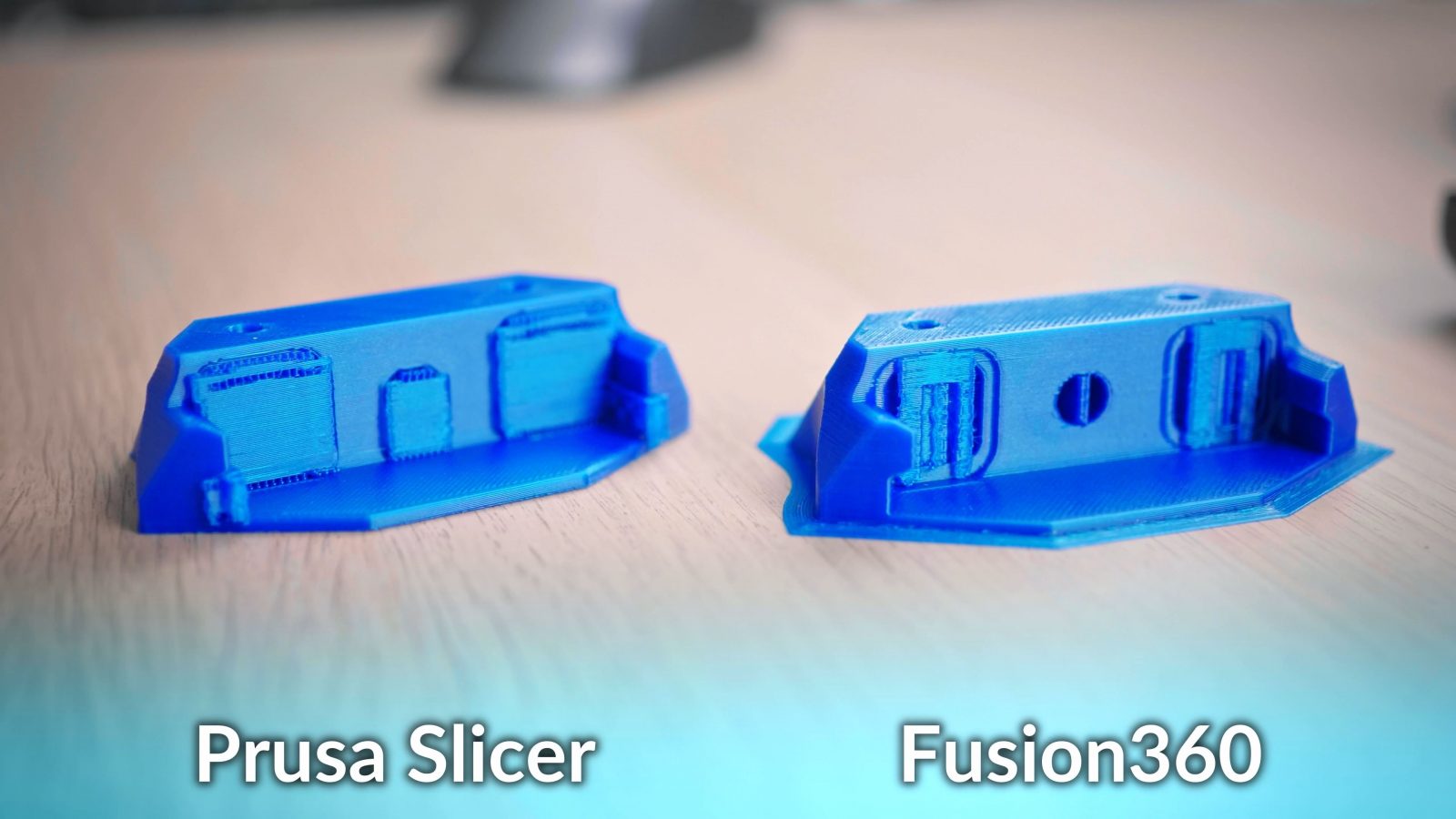
And it’s actually pretty alright! I’ve also printed the same part with stock settings through Prusa Slicer, both were using 0.2mm layer heights, support enabled with the default settings, the only thing I had to do for the file from Fusion360 is to add the homing and autoleveling commands to the gcode, because by default, those are not included in the posted file.
There are a few differences in the way these parts turned out, the two obvious ones are that the Fusion print has a brim, apparently that’s enabled by default, as is support material, but the support, what Fusion does is just a lot less material. It’s not quite as aggressive in supporting everything, really it’s just supporting what would be a bridge anyway, but Prusa Slicer creates these big blocks that try to really support everything.
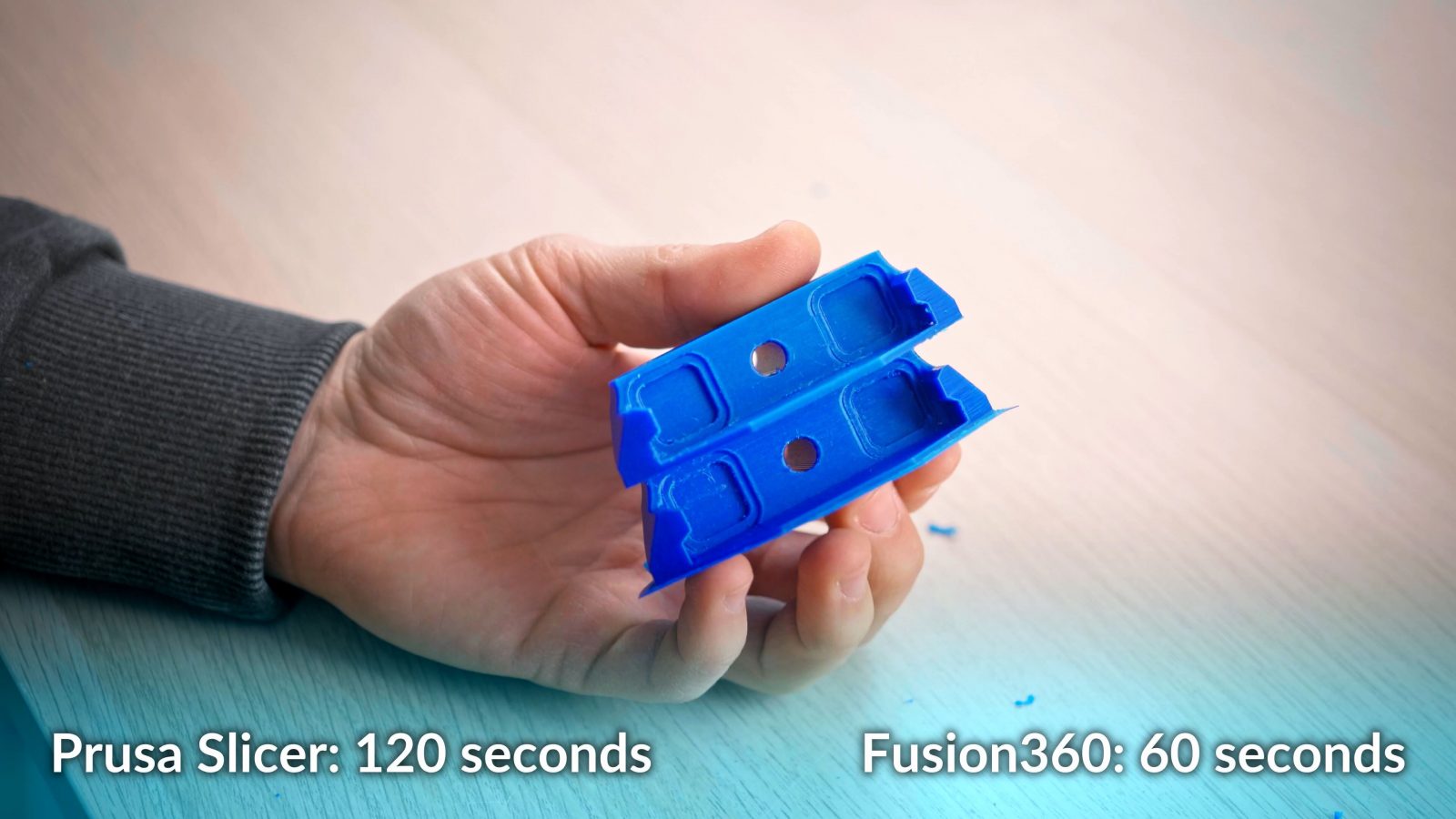
All the overhangs still turned out fine in the Fusion print, and the support material is actually way easier to remove, simply because there’s a lot less of it.
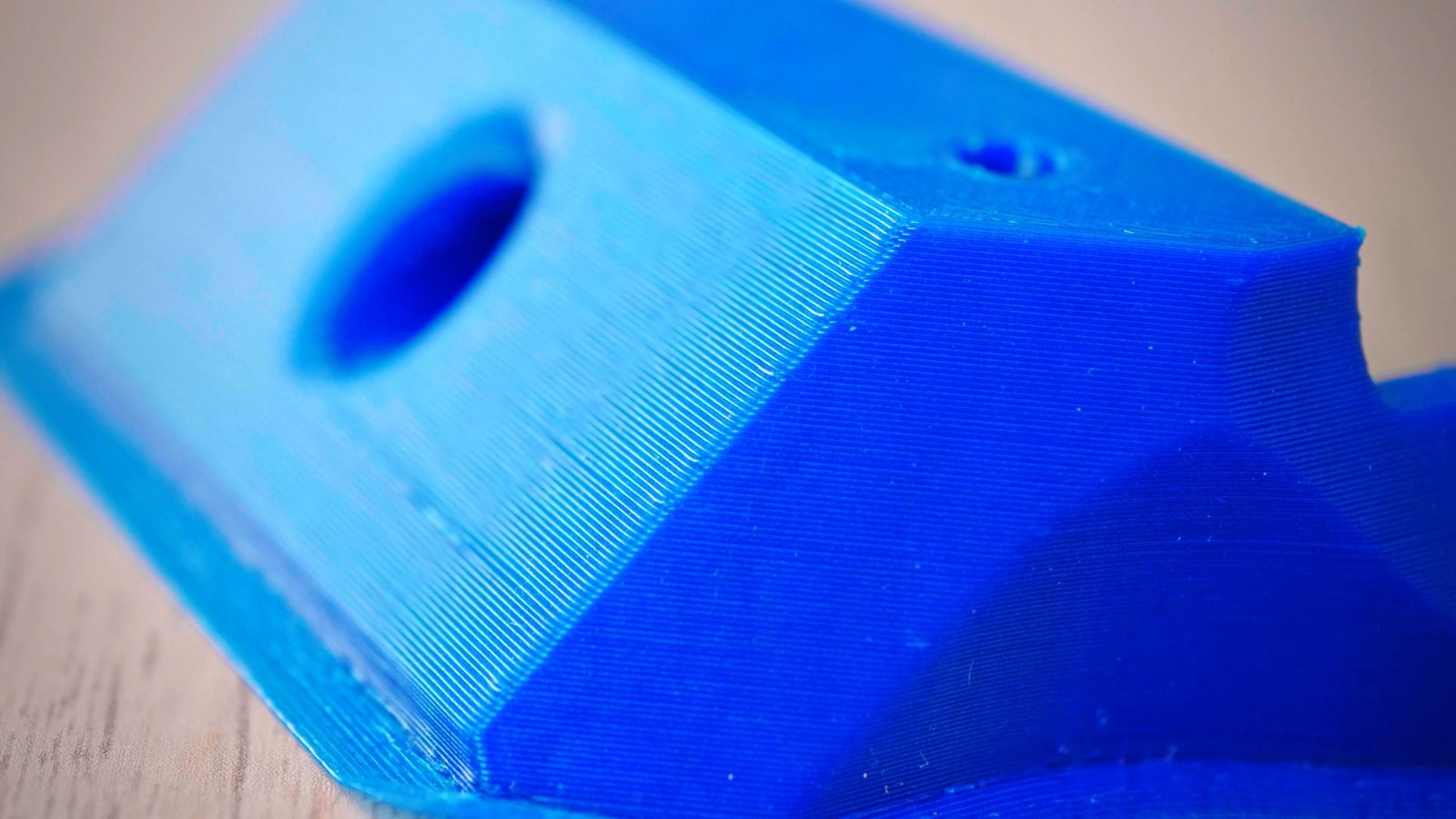
Now, the print from Prusa Slicer actually does look better. there’s this ridge on this front slope of the model printed with Fusion360 and it looks it’s also got the layer start and end points on the visible edges,
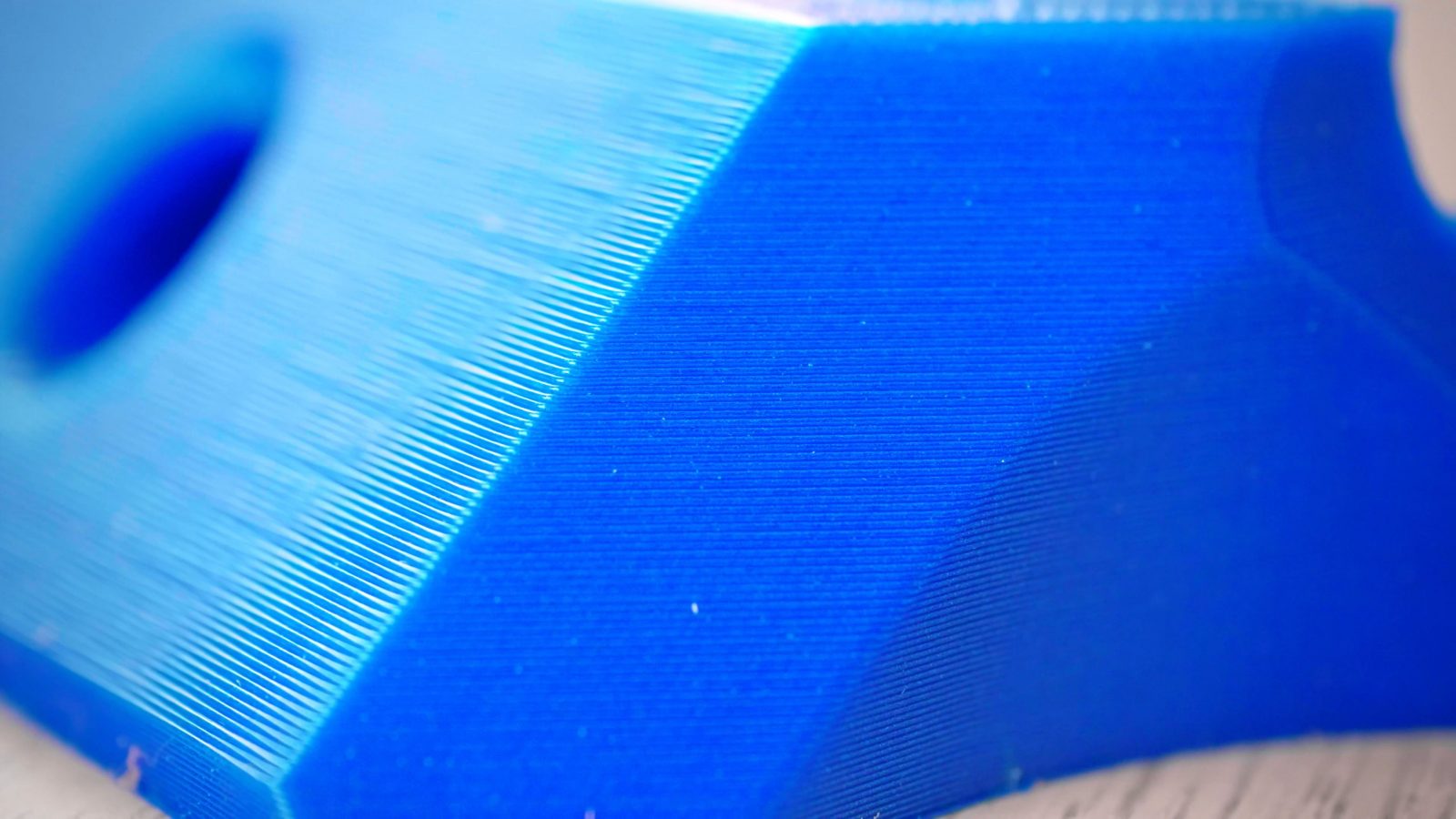
while the Prusa Slicer parts just look super clean with just one continuously line laid down all around the perimeter.
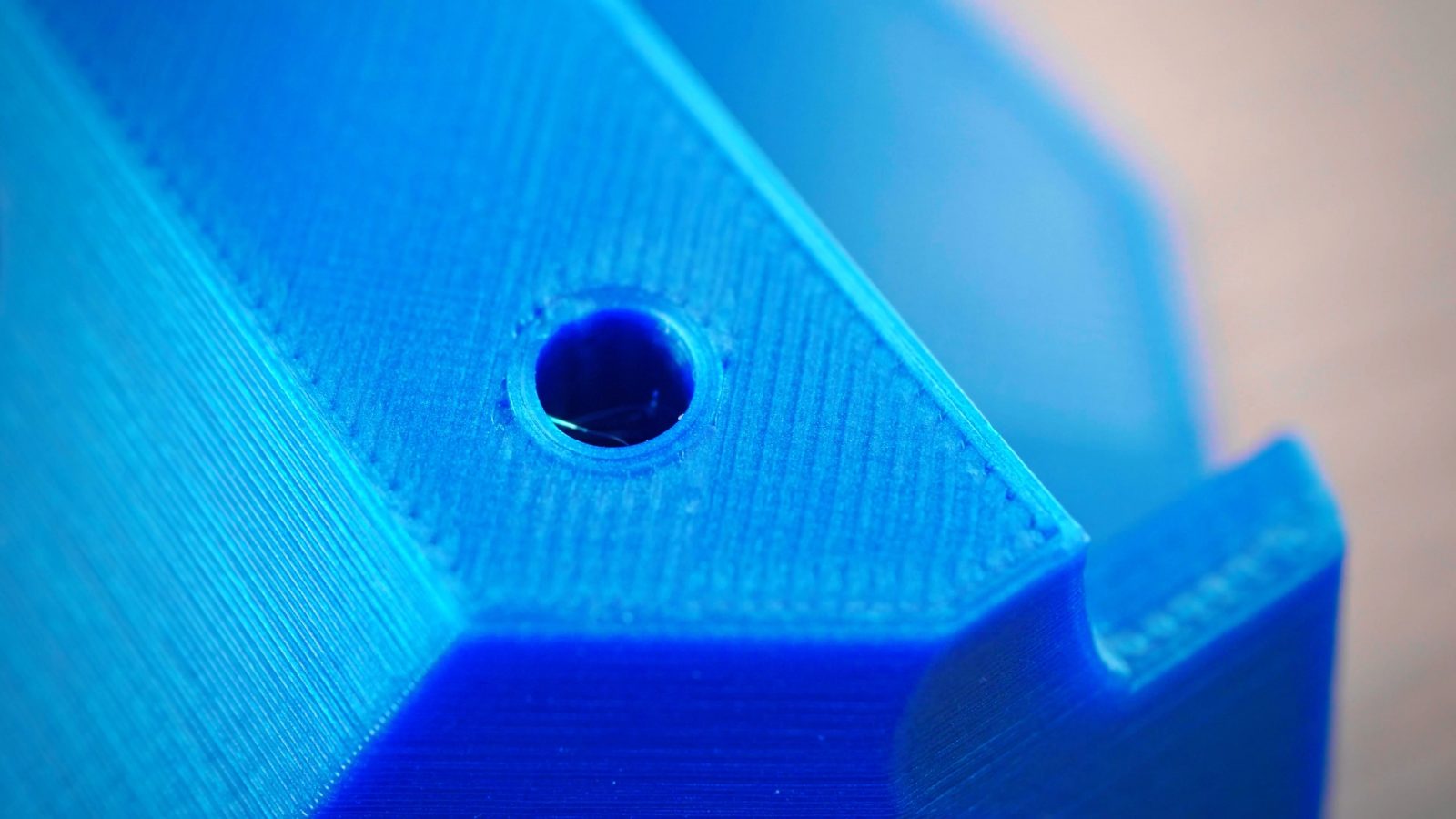
The top surface looks almost identical, the Prusa Slicer one actually looks ever so slightly underextruded, and on the Fusion part, there’s that liftoff scar left by the nozzle as Fusion moved the printer to a parking position after the print.
Prusa Slicer 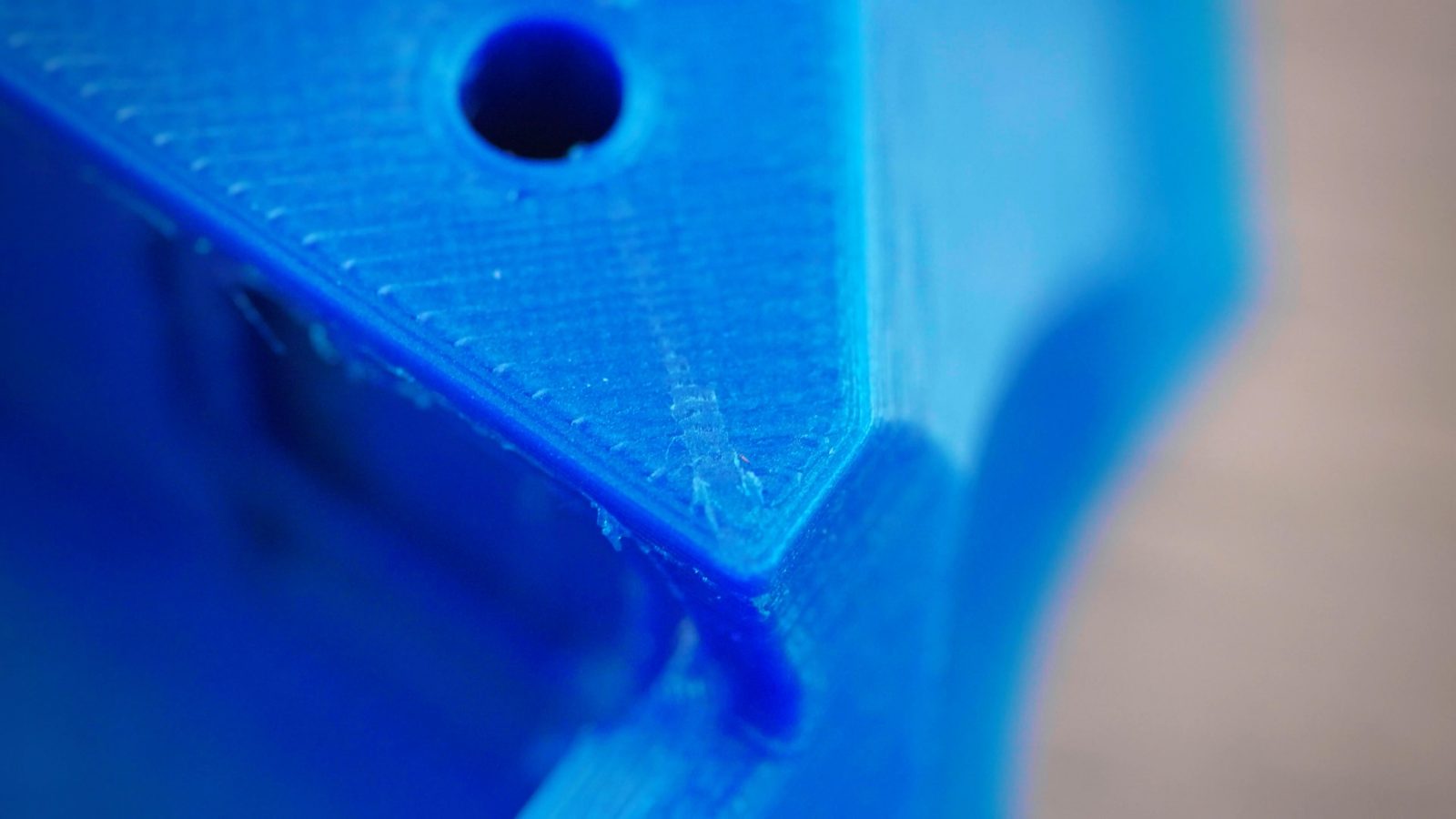
Fusion360
Overall, I think it’s a very usable print even with the default settings, I’m sure there’s going to be tons of people sharing their profiles as new printers are getting tuned in, but it’s just good to see that even the provided defaults are very usable.
Features and shortcomings
So let’s have a look at Fusion360 again and some of the features and shortcomings of its new additive manufacturing module.
So, the obvious way of using, I’m just going to call it the “slicer” in Fusion360, is by transferring models directly from the “Design” workspace to the “Manufacturing” workspace, all within Fusion, your model actually never has to leave the software as an stl or any other format.
That works well. But what if you’ve already got an stl file and want to print that with the Fusion slicer? So in “Manufacturing”, you don’t have the option to import stls, but you can absolutely import your files as a mesh into the Design workspace and then use that in the slicer. I think there is a limit to how detailed your stl can be so that you can still import it into Fusion, but it is a relatively easy way to get stls imported, and while you can’t edit them with the normal tools you’d edit your solid parts with, there are some pretty good tools in the mesh workspace to let you refine the mesh you’ve loaded in.
Next, there is a tool to automatically pick a good orientation for any model you throw in there and optimize that for minimum bounding box size, minimum support, Z height etc., and you can rank how important each of those factors are.

So from what I’ve tried, the suggested orientations are a good start if you have, like, a randomly oriented part in space and just quickly want to see what would a good way to print it, but unless it’s a part that just absolutely has not been designed for 3D printing, you’re probably better off just picking an orientation yourself and just manually rotating the part into place.
Then, the infill patterns! There are so many to choose from! Of course, there’s the good old Rectilinear option, there’s hexagonal 2D Honeycomb, star, flower, squares, the auxetic one is really interesting as that tries to create a metamaterial that, as you stretch it, actually expands in volume, no idea where that might come in useful.
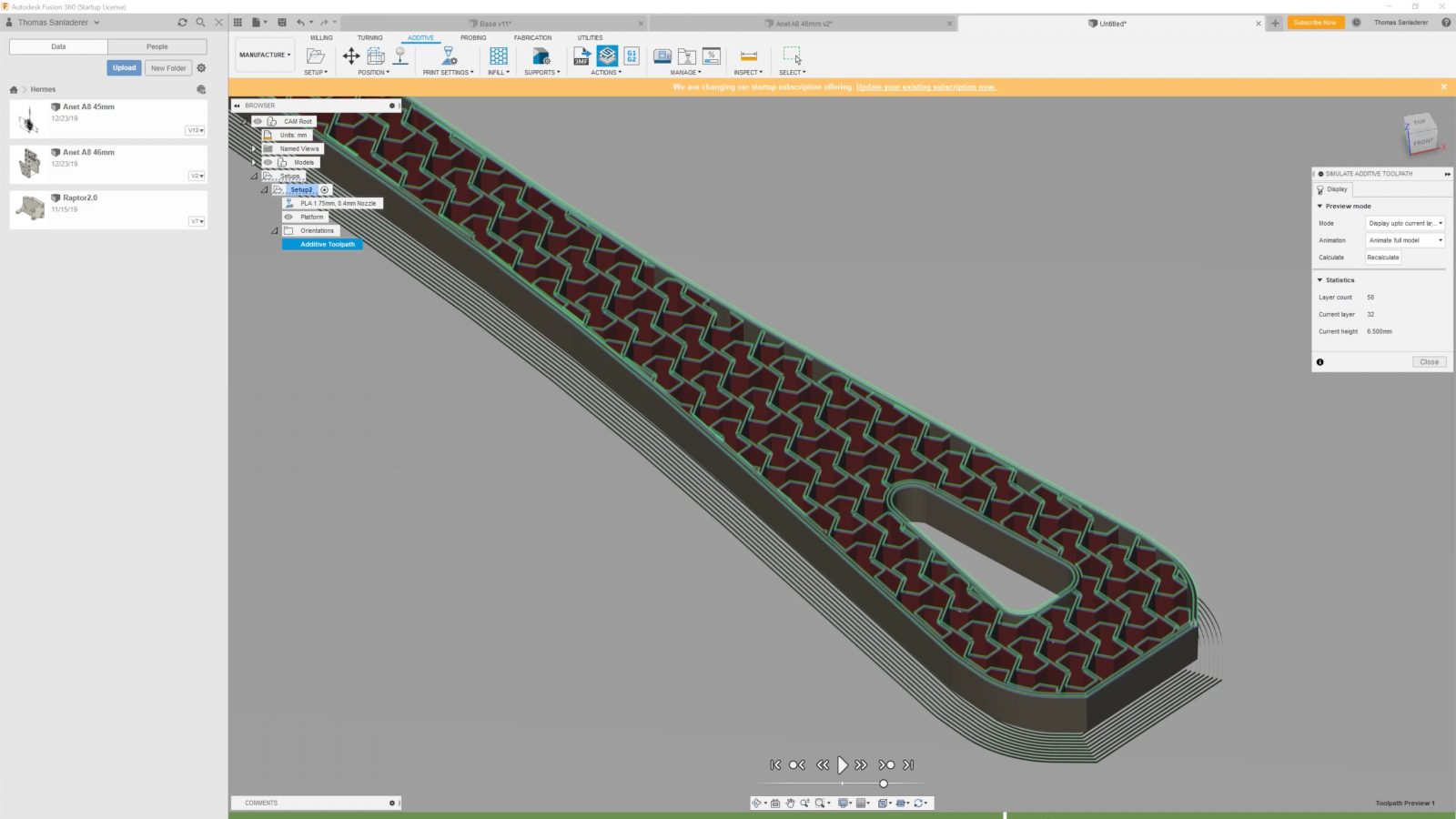
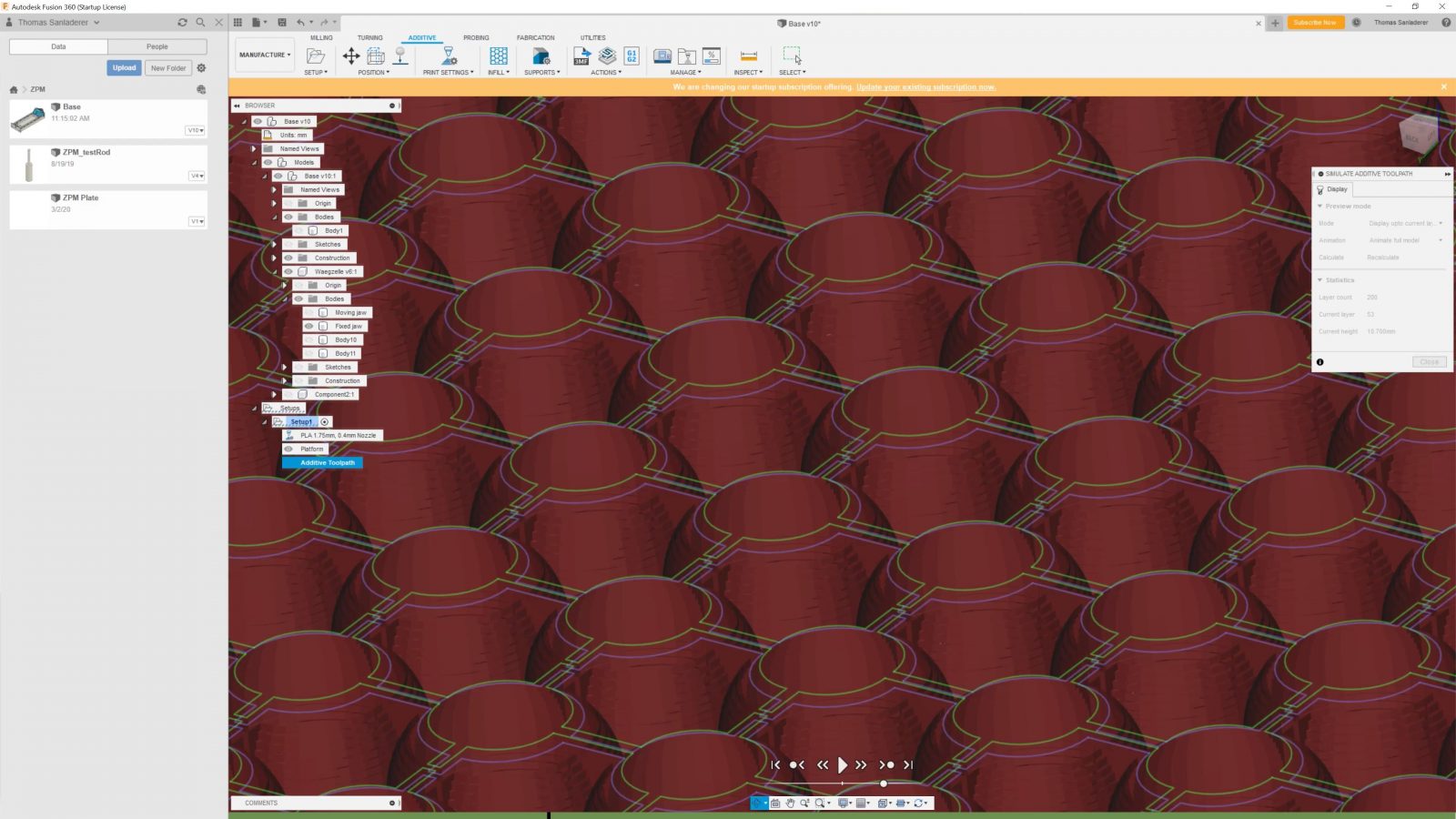
And then it’s also got a bunch of 3D patterns, Spherical actually prints overlapping spheres as infill, there’s also Rhombus3D, which prints a pattern that looks like that green thing the Sims have hovering over their head – there are tons of patterns, but I have a feeling that only a few are actually going to be useful, maybe not because they’re not mechanically functional, but because they’re going to take ages to print with all the sharp corners and turns they generate – that’s one of the reasons why gyroid and 3D Honeycomb infill are such good patterns as they print reasonably quickly, but still provide good mechanical and internal support properties.
All of the non-trivial patterns also have in common that they’re incredibly slow to generate. The slicer in Fusion360 is already so much slower than for example Prusa Slicer, a simple slice job that would be completed in the background by the time I click over from the settings menu to the preview in Prusa Slicer, that same job can take half a minute or even way longer with some of the fancier infills in Fusion360’s slicer. And for me, performance overall is definitely the biggest issue, because it keeps you from making changes and just immediately seeing the way that affects how your part is printed, you can’t really iterate on your print settings if ten little changes are going to take you ten minutes to go through.
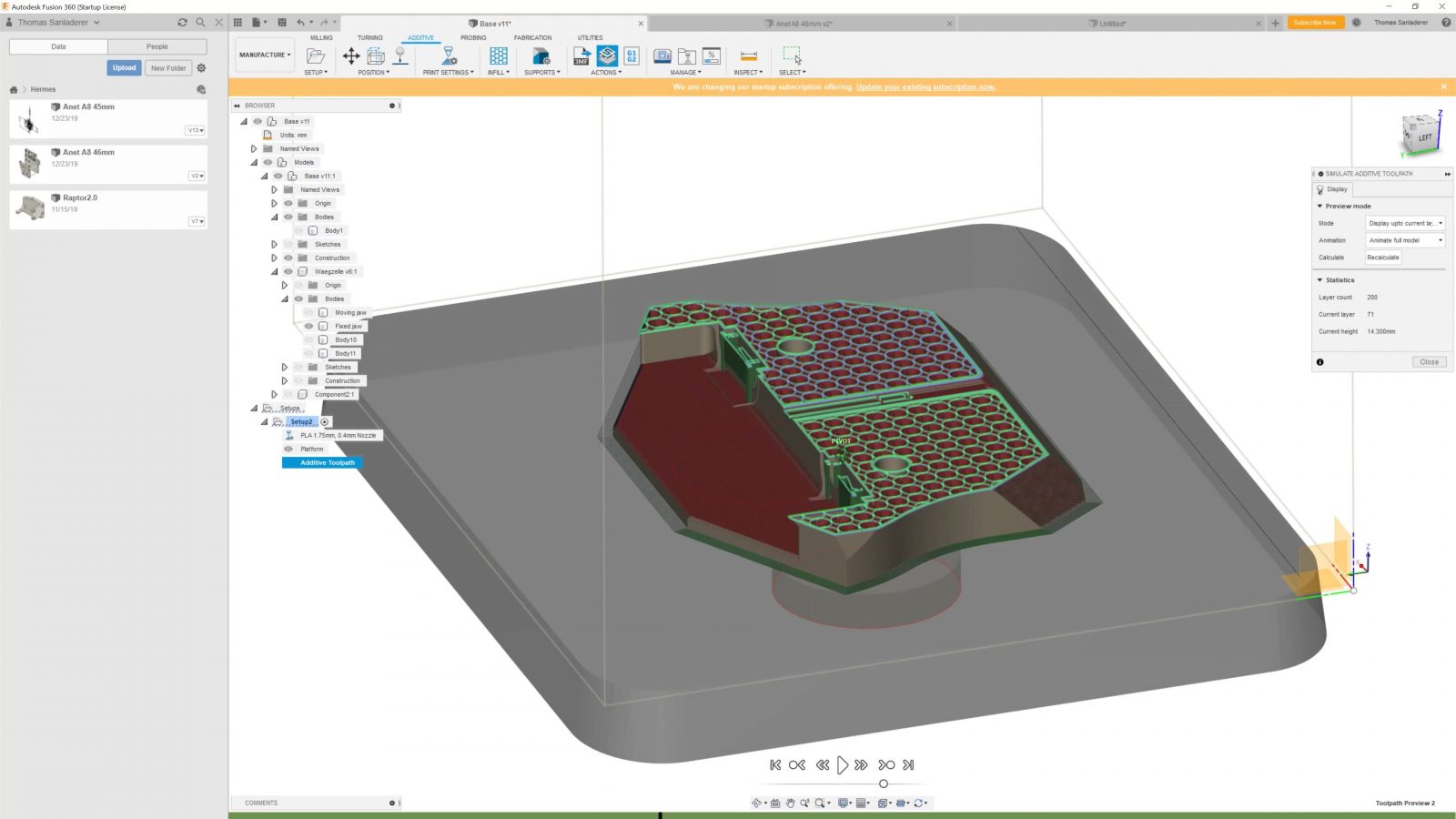
A really still quite buggy feature it the preview mode, which, credit where credit is due, is actually decent for functionality, it’s rendering the print as vertical ribbons that do a good job of showing what the part is going to look like, as long as you’re not looking at it from the top,
but there’s no options for, for example, changing the colors to represent different feature types or speeds.
And, at least for me, rotating the view with the middle mouse button bugs out Fusion and it just freezes for 15 seconds, rotating with the view cube if fine, but then when I try to pan the view, it overlays the unsliced model again? I don’t think that’s the way it’s supposed to work.
The interface for the slicer otherwise is totally fine, though, if you’re used to Fusion, you’ll be right at home in the additive manufacturing workspace, and the way the settings are kind of divided up is totally logical, at least to me.
Conclusion
You shouldn’t expect any advanced features from this slicer right now, it’s a very basic “first release” and I feel like it very much adheres to the 80/20 rule, where, you know, it’s 80% of the result, but that only took 20% of the effort. There are still a lot of little tweaks and optimizations missing that speed up slicing and printing and give you a better result overall, and also just features in the slicer itself that you would expect today, like modifier meshes; and, you know, that would make a lot of sense if you for example already have a simulation result in Fusion that you could then use to vary the infill density in the slicer. There’s nothing like that in Fusion’s slicer yet, at least nothing that I saw communicated or found myself, but that’s definitely the biggest feature Autodesk can bring to the table down the road with a slicer that’s integrated right into Fusion. Because right now, neither our printers nor our slicers really understand what they’re printing, they’re just blindly applying the same rules to any part you give them, and Fusion has the potential of integrating that all together. There’s also no integration with the other manufacturing modes yet, which would be amazing for something like the E3D toolchanger where you have a 3D printing head and a CNC spindle in the same machine. Stefan from CNC Kitchen actually has one now, and we talk about that on our Meltzone Podcast – check that out here! Anyway, one day, maybe, we’ll see an integration like this in Fusion.
For now, it is a very usable slicer, it still has a few rough edges, but that’s expected for a first release, and the slicer is included in the free version of Fusion360. Of course it’s not open source and if you want to use it in a real commercial setting, you will need to get the paid Fusion360 subscription, but hey, for most people, it’s free, so why not give it a try. I personally don’t think I’ll be using it much, the time saved from not having to export as stl easily gets eaten up by longer processing times and I don’t see any features right now that other slicers can’t replicate, print quality isn’t quite as good as other options, but maybe I’ll be using it for the odd supported print. Either way I’ll be definitely keeping an eye on it as it gets developed.
So I hope that gave you a bit a primer as to what to expect with the new slicer in Fusion 360. As always, if you liked the video, give it a thumbs up and if you want to see more like it, make sure you’re subscribed so that you don’t miss out on new uploads. And a big shoutout goes to my Patrons and YouTube members, without your support, I couldn’t be making these videos. Or at least they’d have to be a very different format that wouldn’t be so much designed to provide information, but instead it would have to be a format purely designed to make me money, so I’m really grateful that I don’t have to do that thanks to your direct support. Check out the links below to learn more about how you can contribute to the channel, thank you for watching, keep on making, and I’ll see you in the next one!
💙 Enjoying the videos? Support my work on Patreon!
Product links are affiliate links – I may earn a commission on qualifying purchases (at no extra cost to you)

Check out my second channel “More Layers” on YouTube for livestreams